乘用车铝车轮涂层技术条件1范围本标准规定了乘用车铝及铝合金车轮以防护为目的有机涂层的技术要求、试验方法和检验规则
本标准适用于乘用车铝车轮涂层,其他类型汽车铝车轮涂层可参照执行
2规范性引用文件下列标准对于本文件的应用是必不可少的
凡是注明日期的引用文件,仅注日期的版本适用于本文件
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件GB/T2933充气轮胎用车轮和轮辋的术语、规格代号和标志GB/T30512汽车禁用物质要求GB/T9761色漆和清漆色漆的目视比色GB/T13452
2色漆和清漆漆膜厚度的测定GB/T9286色漆和清漆漆膜的划格试验GB/T6739色漆和清漆铅笔法测定漆膜硬度GB/T10125人造气氛腐蚀试验盐雾试验GB/T1735色漆和清漆耐热性的测定GB/T23989涂料耐溶剂擦拭性测定法GB/T30648
2色漆和清漆耐液体性的测定第2部分:浸水法ISO6270-2冷凝水气候测试试验方法SAEJ400表面涂层抗剥落试验SAEJ2635喷漆铝车轮和喷漆铝车轮装饰的丝状腐蚀试验程序SAEJ2527用受辐射氙弧装置加速照射汽车外部材料的性能标准3术语和定义GB/T2933界定的以及下列术语和定义适用于本文件
1铝车轮Aluminumwheels轮胎和车轴之间的旋转承载件,通常由轮辋和轮辐两个主要部件组成,轮辋和轮辐可以是整体的、永久连接的,也可以是可拆卸的,使用的材料有Al-Si,Al-Si-Mg,Al-Zn-Mg,Al-Mg等
2轮辋rim车轮上安装和支撑轮胎的部件3
3轮辐spoke车轮上车轴和轮辋之间的支撑部件
4轮缘flange轮辋上给轮胎提供轴向支撑的部分
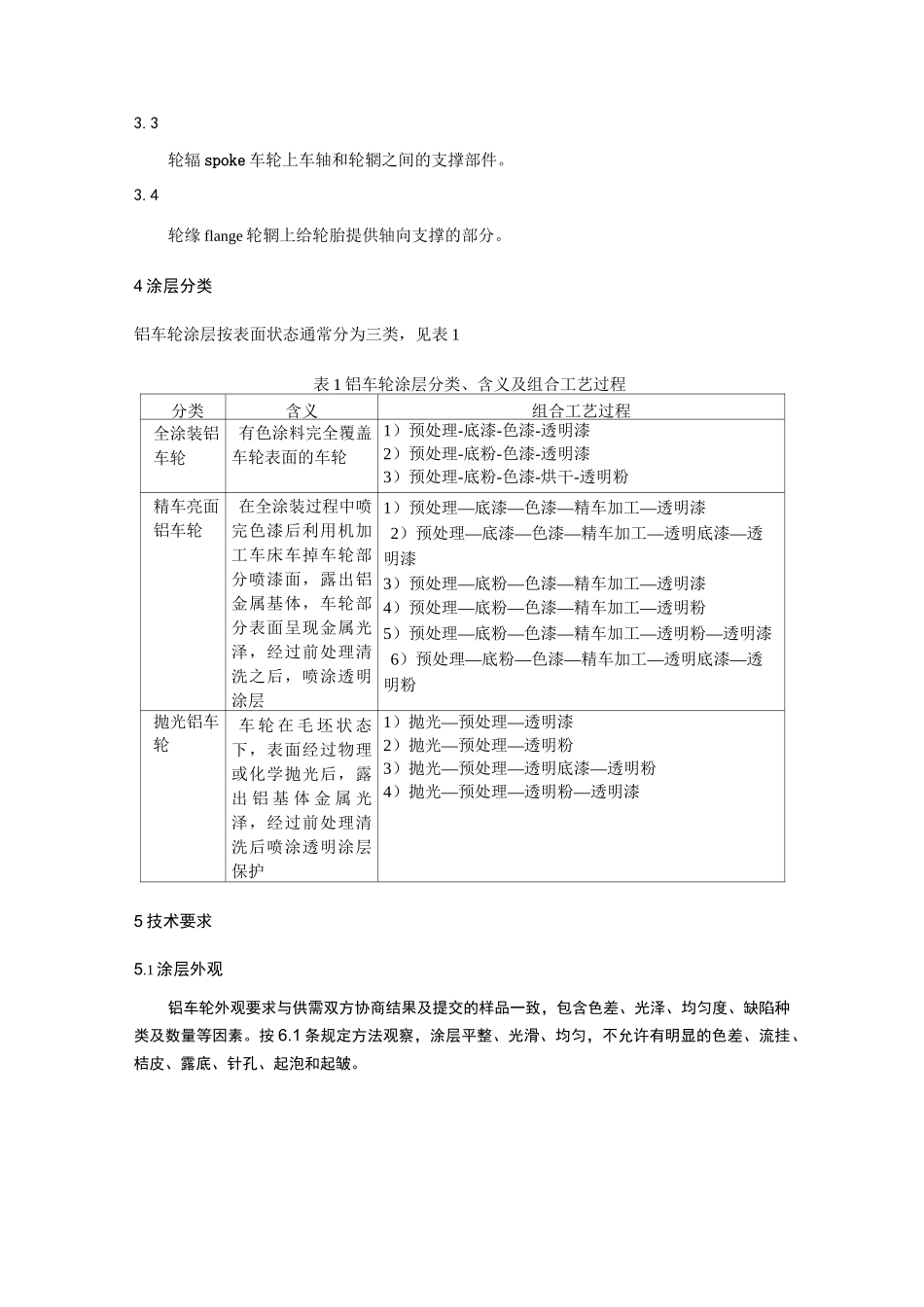
4涂层分类铝车轮涂层按表面状态通常分为三类,见表1表1铝车轮涂层分类、含义及组合工艺过程分类含义组合工艺过程全涂装铝车轮有色涂料完全覆盖车轮表面的车轮1)预处理-底漆-