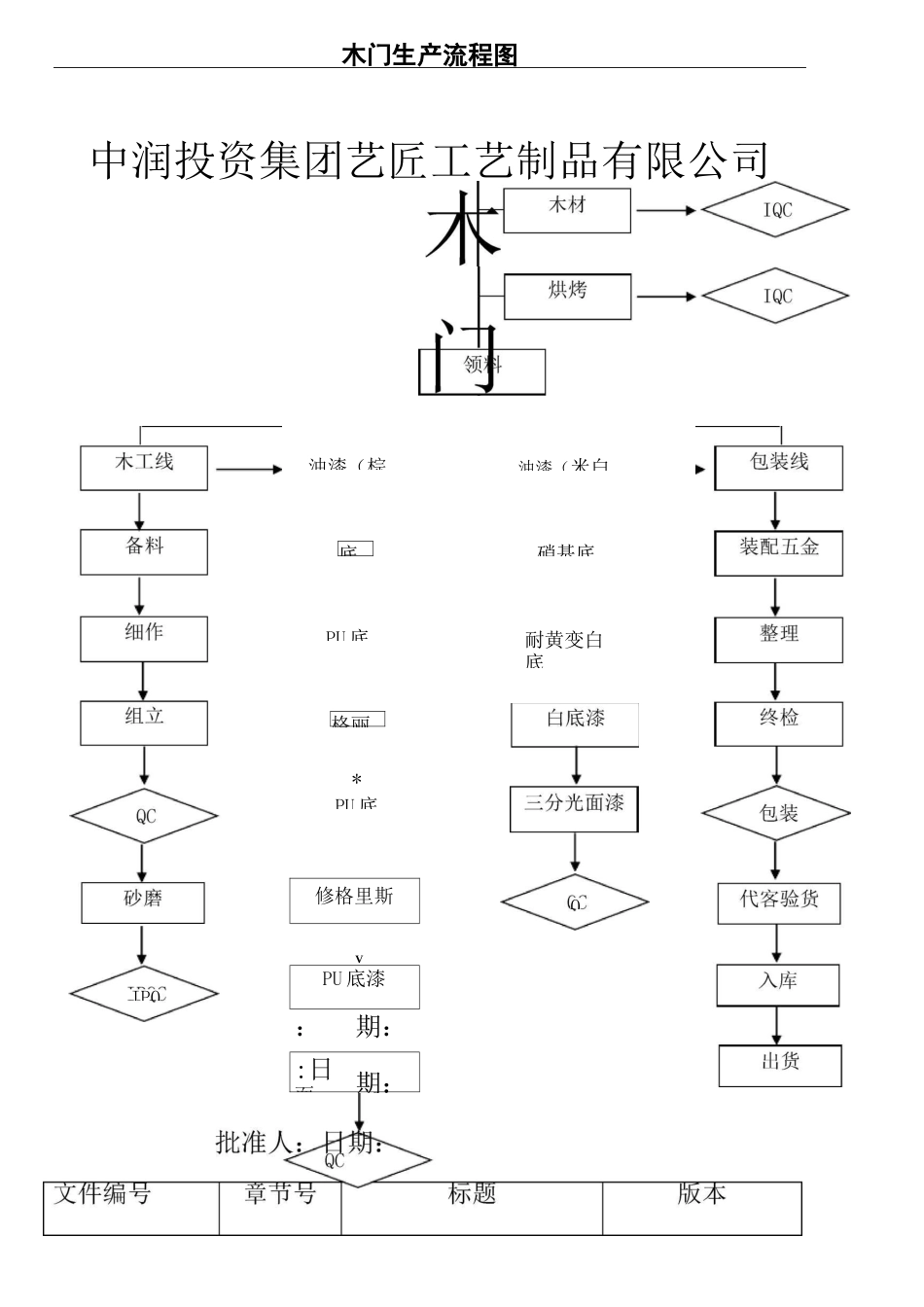
木门生产流程RevisedfinaldraftNovember26,2020油漆(棕油漆(米白底PU底格丽*PU底修格里斯VPU底漆:期::日面期:硝基底耐黄变白底木门生产流程图中润投资集团艺匠工艺制品有限公司IPQQW—PD—012^1木门作业说明书A/0一、备料1、作业流程:开料、取料A、开料:首先要知道木料的含水率[8-12度]、尺寸规格应符合原设计要求
B、取料:材料中的端裂、死节、黑疤、蓝斑、虫孔、暗裂、树心、边皮等不能用,同时,取料一定要尺寸标准、端头成直角
另黑疤、死节,控制在8mm内可接收使用;有虫孔产品配件允许1-3个虫孔,直径在2mm内(不在相邻地方)可以接收使用;蓝斑颜色较浅可以漂白处理,可以接收使用
2、拼板操作内容及注意事项:A、材料颜色不同或有差异的不可以混合拼在一起
B、死节、黑疤在部件正面8MM内可修补者可用,在背面15MM内可修补者可用
拼板时拼在同一个平面方便取材
C、不同材质不能混拼在一起,不同材质拼板胶加不同色剂,同时使用松木、橡胶木等木材,拼时不加色剂,白杨、桦木等木材拼时加黑色
D、木料长短、厚薄应搭配一致,端头要平正[一端一定要直],高低不能超过±1MM
E、用拼板夹拼板时,两端距离不能超过3英寸,中间来距一般为10-12英寸内,1"-4/5"厚度,拼板宽800mm的材料压力25-40kg,拼板宽度为800mm的材料压力25-40kg左右,每个夹子的压力全部一样
F、每两个小时量测仪器量测压力,并记录表单作检验标准(见表单)
G、所有拼板料必须双面布胶;布胶要均匀,拼缝要密合,拼缝要密合,过胶料堆积时间不能超过3分钟,松头时间一般为2小时内
H、拼板养生时间30°C以上8小时后可以加工;20°C时,10小时后可以加工;10°C至±5°C时,12小时可以加工
I、拼板胶与硬化剂比率一般为100:15公斤,温度在20C-35C,10