《机械制造技术》知识点总结第一章机械加工方法1
零件的成型原理机器或设备中的零件要完成一定的功能,首先必须具备一定的形状
这些形状可以给予不同的成型原理来实现
∆m0材料累加成型原理(快速成型技术)成型过程中通过材料累加获得所需形状
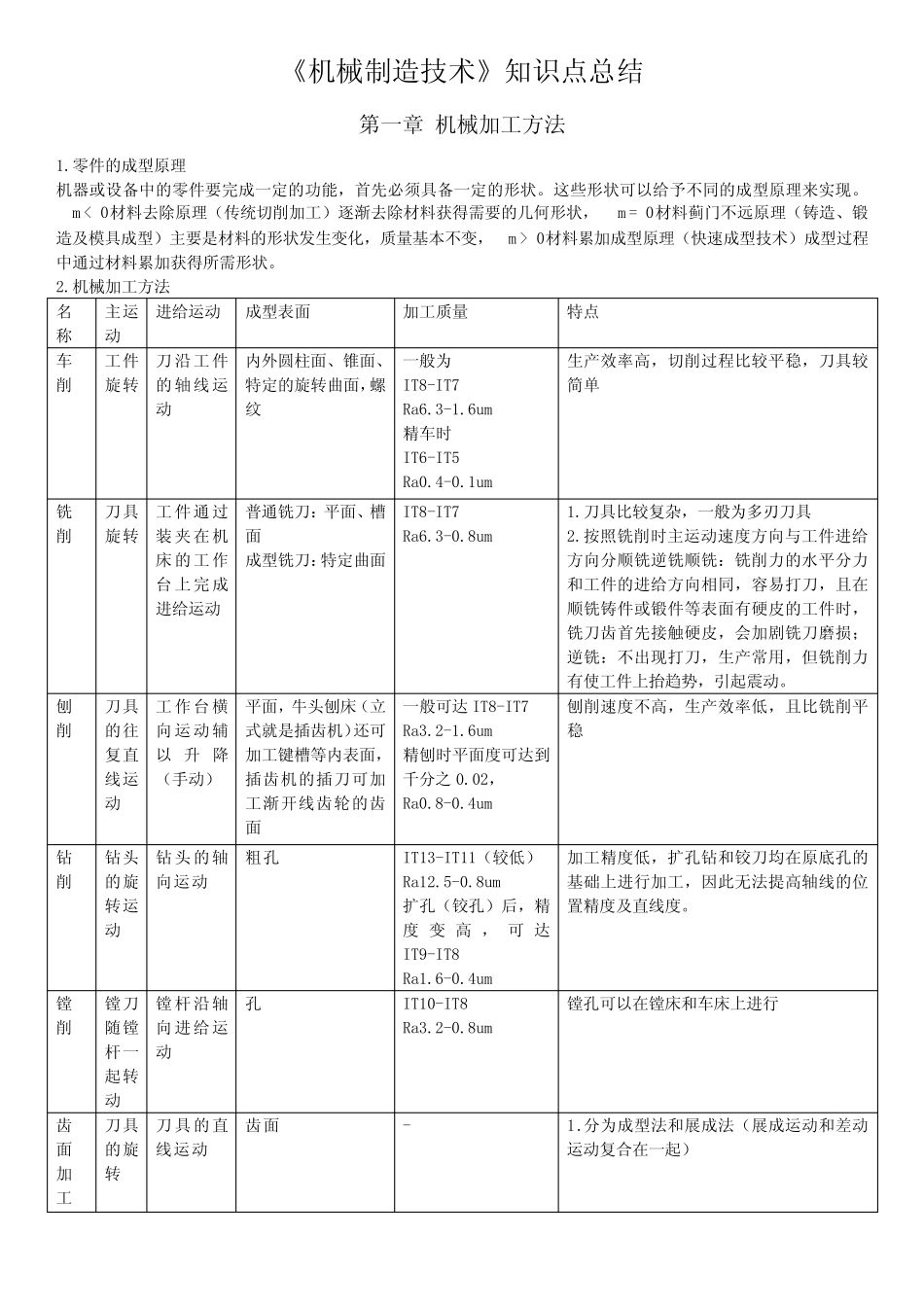
机械加工方法名称主运动进给运动成型表面加工质量特点车削工件旋转刀沿工件的轴线运动内外圆柱面、锥面、特定的旋转曲面,螺纹一般为IT8-IT7Ra6
6um精车时IT6-IT5Ra0
1um生产效率高,切削过程比较平稳,刀具较简单铣削刀具旋转工件通过装夹在机床的工作台上完成进给运动普通铣刀:平面、槽面成型铣刀:特定曲面IT8-IT7Ra6
刀具比较复杂,一般为多刃刀具2
按照铣削时主运动速度方向与工件进给方向分顺铣逆铣顺铣:铣削力的水平分力和工件的进给方向相同,容易打刀,且在顺铣铸件或锻件等表面有硬皮的工件时,铣刀齿首先接触硬皮,会加剧铣刀磨损;逆铣:不出现打刀,生产常用,但铣削力有使工件上抬趋势,引起震动
刨削刀具的往复直线运动工作台横向运动辅以升降(手动)平面,牛头刨床(立式就是插齿机)还可加工键槽等内表面,插齿机的插刀可加工渐开线齿轮的齿面一般可达IT8-IT7Ra3
6um精刨时平面度可达到千分之0
02,Ra0
4um刨削速度不高,生产效率低,且比铣削平稳钻削钻头的旋转运动钻头的轴向运动粗孔IT13-IT11(较低)Ra12
8um扩孔(铰孔)后,精度变高,可达IT9-IT8Ra1
4um加工精度低,扩孔钻和铰刀均在原底孔的基础上进行加工,因此无法提高轴线的位置精度及直线度
镗削镗刀随镗杆一起转动镗杆沿轴向进给运动孔IT10-IT8Ra3
8um镗孔可以在镗床和车床上进行齿面加工刀具的旋转刀具的直线运动齿面-1
分为成型法和展成法(展成运动和差动运动复合在一起)