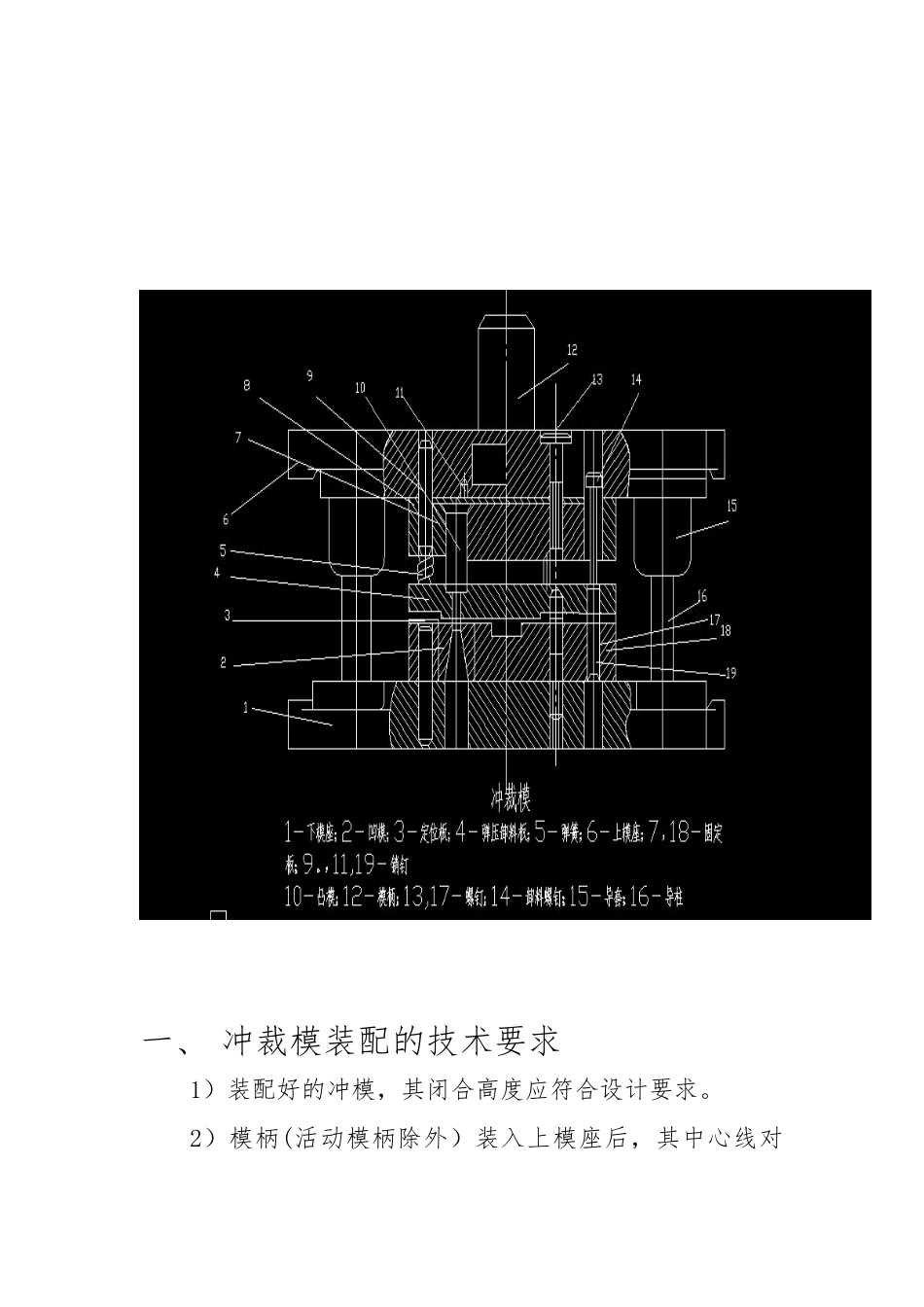
冲裁模装配工艺姓名吴先辉学号20091427日期2011年6月23日一、冲裁模装配的技术要求1)装配好的冲模,其闭合高度应符合设计要求
2)模柄(活动模柄除外)装入上模座后,其中心线对上模座上平面的垂直度误差,在全长范围内不大于0
3)导柱和导套装配后,其轴心线应分别垂直于下模座的底平面和上模座的上平面,其垂直度误差应符合表7-4的规定
4)上模座的上平面应和下模座的地平面平行,其平行度误差应符合表7-4的规定
5)装入模架的每对导柱和导套的配合间隙值(或过盈量)应符合表7-5的规定
表7-4模架分级技术指标项检查项目被测尺寸/mm模架精度等级0Ⅰ、Ⅰ级0Ⅱ、Ⅱ级公差等级A上模座上平面的平行度≤40056﹥40076B导柱轴心线对下模座下平面的垂直度≤16045﹥16056注:公差等级按GB/T1184-1996表7-5导柱、导套间隙(或过盈量)mm配合形式导柱直径模架精度等级配合后的过盈Ⅰ级Ⅱ级配合后的间隙滑动配合≤18≤0
015﹥18-30≤0
017﹥30-50≤0
021﹥50-80≤0
025滚动配合﹥18-35————0
02注:Ⅰ级精度的模架必须符合导套、导柱配合精度为H6/h5时按表给定的配合间隙值
Ⅱ级精度的模架必须符合导套、导柱配合精度为H7/h6时按表给定的配合间隙值
6)装配好的模架,其上模座沿导柱上,下移动应该平移,无阻滞现象
7)转配后的导柱,其固定端面与下模座下平面应保留1-2mm距离,选用B型导套时,装配后期固定断面应低于上模座上平面1-2mm
8)装配好的模架,其上模座沿导柱上,下移动应该平移,无阻滞现象
9)模具应在生产的条件下进行试验,冲出的制件应符合设计要求
二、装配工艺规程(一)制定装配工艺规程的原则1)保证产品的装配质量,争取最大的精度储备,以延长产品的适用寿命