手工电弧焊一体化校本教材项目三立焊位手工电弧焊在生产实践中,立焊单面焊双面成型多用于人进不去施工的小型容器或小口径管道的纵、环立位焊缝的焊接生产,这种焊接方式可以在容器外面施焊而内面也能形成规则的焊缝
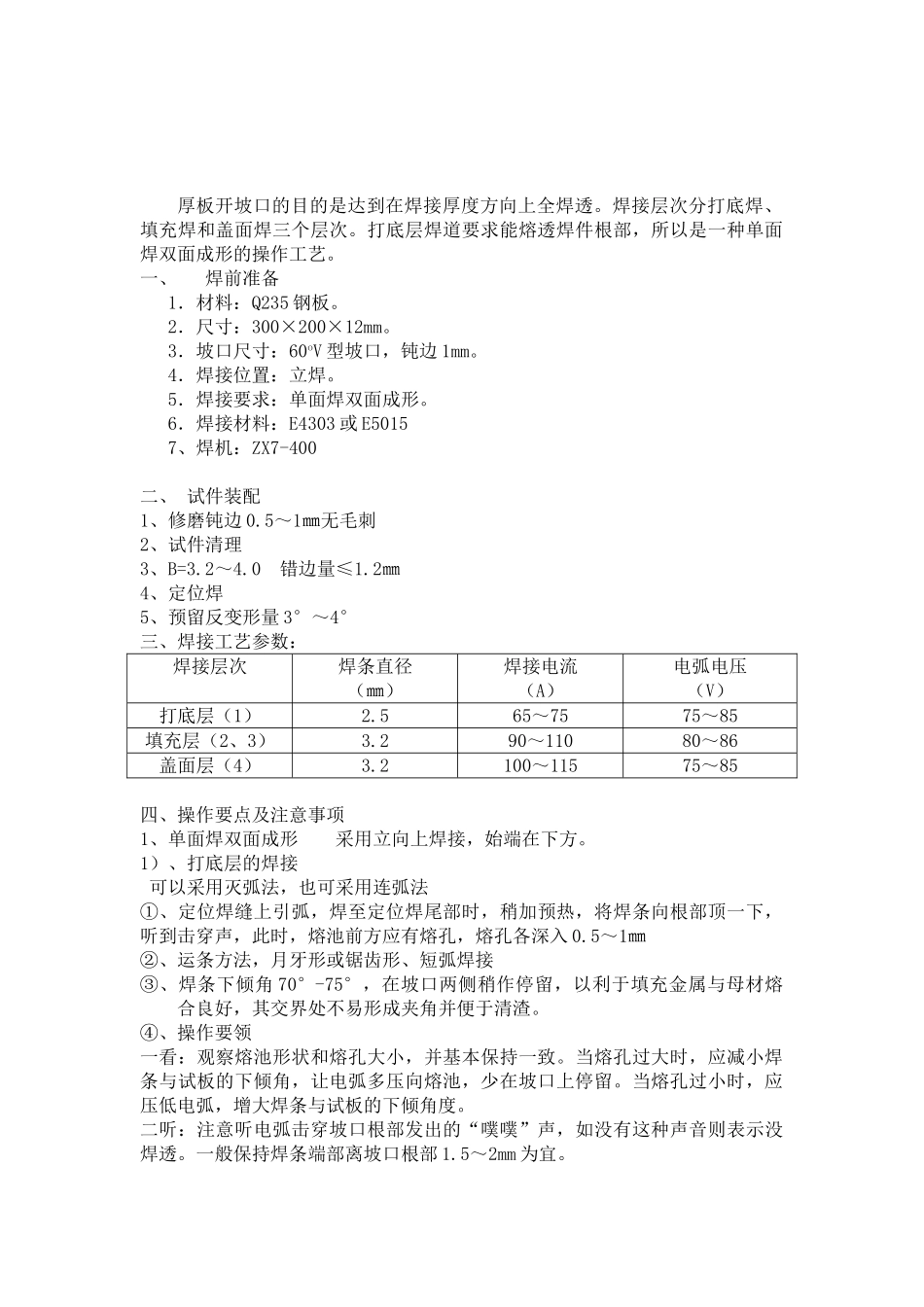
如图所示为钝边V形坡口板对接立焊单面焊双面成型工件图
板件材料Q235B
技术要求:1、立位单面焊双面成型
0,а=60°,P=0
3、焊后变形量≦3°
V形坡口对接立焊能力目标:1、掌握钝边V形坡口板对接立焊打底焊操作技术2、掌握焊条电弧焊立焊单面焊双面成形技能及操作技术知识目标:1、能正确选择焊接工艺参数2、掌握焊条角度和运条方法1、焊条电弧焊连弧焊、断弧焊法;2、立焊时单面焊双面成形焊接操作方法
重点:立焊单面焊双面成形操作技术难点:板状试件立焊位打底焊操作技术任务3板对接立焊位单面焊双面成型项目任务实施步骤步骤项目任务实施步骤步骤项目知识点项目知识点学习目标学习目标项目任务描述项目任务描述厚板开坡口的目的是达到在焊接厚度方向上全焊透
焊接层次分打底焊、填充焊和盖面焊三个层次
打底层焊道要求能熔透焊件根部,所以是一种单面焊双面成形的操作工艺
一、焊前准备1.材料:Q235钢板
2.尺寸:300×200×12mm
3.坡口尺寸:60oV型坡口,钝边1mm
4.焊接位置:立焊
5.焊接要求:单面焊双面成形
6.焊接材料:E4303或E50157、焊机:ZX7-400二、试件装配1、修磨钝边0
5~1㎜无毛刺2、试件清理3、B=3
0错边量≤1
2㎜4、定位焊5、预留反变形量3°~4°三、焊接工艺参数:焊接层次焊条直径(㎜)焊接电流(A)电弧电压(V)打底层(1)2
565~7575~85填充层(2、3)3
290~11080~86盖面层(4)3
2100~11575~85四、操作要点及注意事项1、单面焊双面成形采用立向上焊接,始端在下方