注射成型 注射成型定义: 将粒状或粉状的塑料加入到注射机的料斗,在注射机内塑料受热熔融并使之保持流动状态,然后在一定压力下注入闭合的模具,经冷却定型后,熔融的塑料就固化成为所需的塑件
注射成型为间歇式操作过程 注塑机实物图 塑料成型工艺加料塑化充模保压 倒流冷却脱模成型前的准备注射过程塑件的后处理注射成型工艺退火处理调湿处理原料外观检验及工艺性能测定塑料预热和干燥料筒清洗嵌件预热脱模剂的选用 成形前准备: 原料外观检验及工艺性能测定:包括塑料色泽、粒度及均匀性、流动性(熔体指数、粘度)热稳定性及收缩率的检验
塑料预热和干燥:除去物料中过多的水分和挥发物,以防止成型后塑件表面有缺陷或发生降解,影响塑料制件的外观和内在质量
物料干燥的方法:小批量生产,采用烘箱干燥; 大批量生产,采用沸腾干燥或真空干燥 料筒清洗: 当改变产品、更换原料及颜色时均需清洗料筒
嵌件预热: 减少物料和嵌件的温度差,降低嵌件周围塑料的收缩应力,保证塑件质量
脱模剂的选用: 常用脱模剂包括硬脂酸锌、液态石蜡和硅油
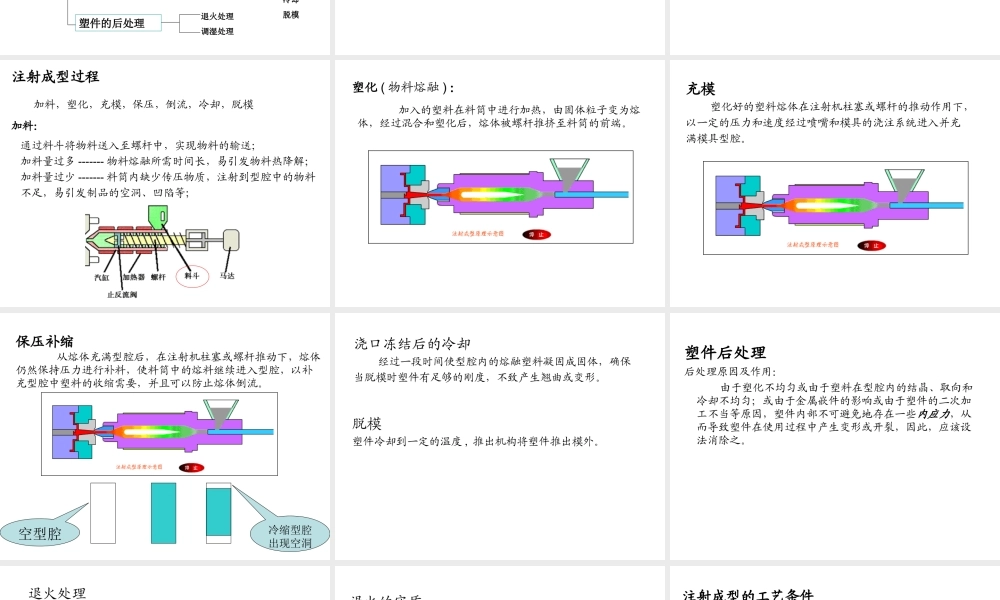
注射成型过程加料,塑化,充模,保压,倒流,冷却,脱模加料:通过料斗将物料送入至螺杆中,实现物料的输送;加料量过多 ------- 物料熔融所需时间长,易引发物料热降解;加料量过少 ------- 料筒内缺少传压物质,注射到型腔中的物料不足,易引发制品的空洞、凹陷等; 塑化 ( 物料熔融 ) : 加入的塑料在料筒中进行加热,由固体粒子变为熔体,经过混合和塑化后,熔体被螺杆推挤至料筒的前端
充模 塑化好的塑料熔体在注射机柱塞或螺杆的推动作用下,以一定的压力和速度经过喷嘴和模具的浇注系统进入并充满模具型腔
保压补缩 从熔体充满型腔后,在注射机柱塞或螺杆推动下,熔体仍然保持压力进行补料,使料筒中的熔料继续进入型腔,以补充型腔中塑料的收缩需要,并且可以防止熔体倒流
空型腔冷缩型腔出