1一、等离子弧焊接方法及工艺特点1
等离子焊接原理等离子态是除固态、液态、气态之外的第四种物质存在形态
等离子焊接是从钨级氩弧焊的基础上发展起来的一种高能焊接方法
钨级氩弧焊是自由电弧,而等离子电弧是压缩电弧
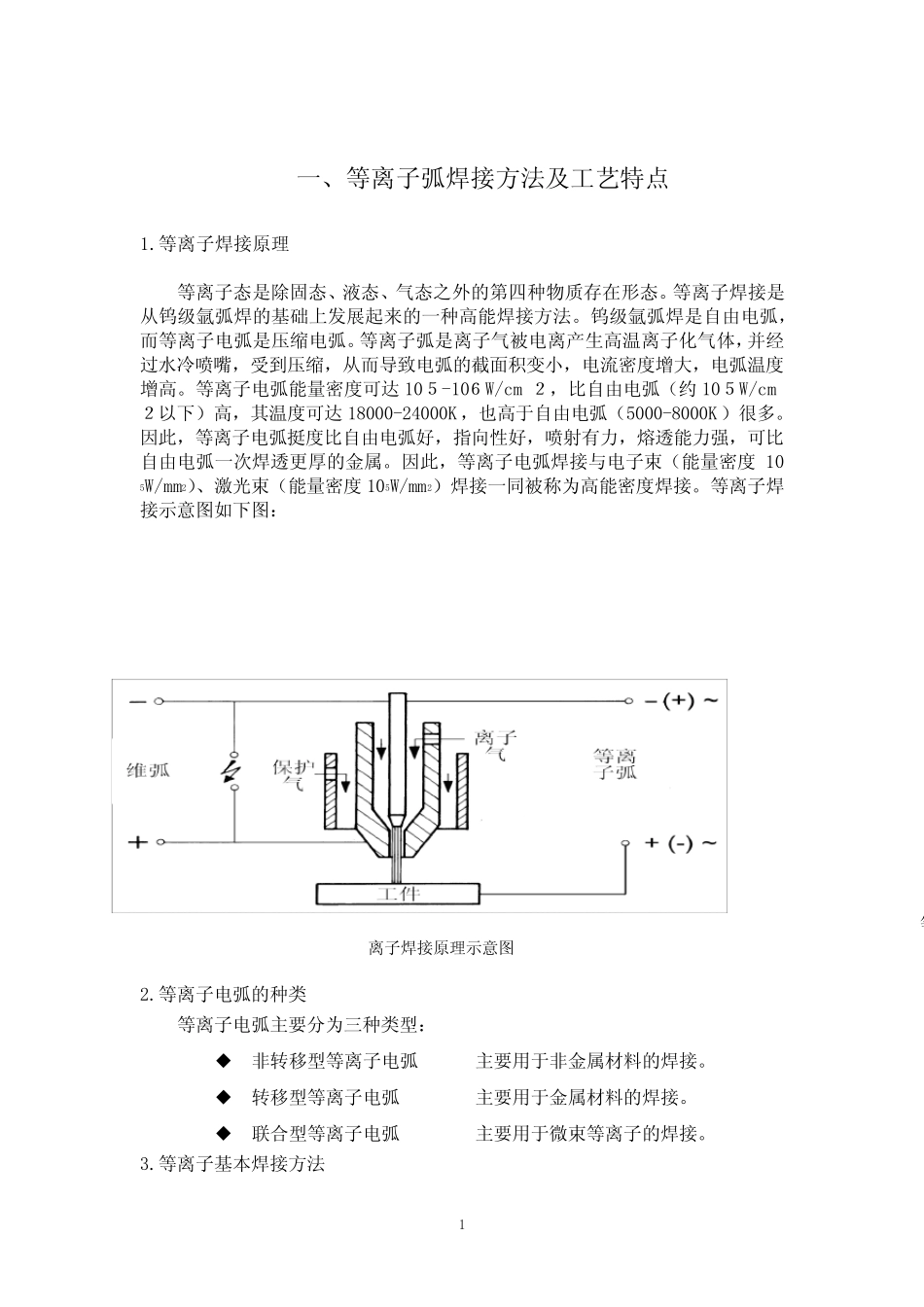
等离子弧是离子气被电离产生高温离子化气体,并经过水冷喷嘴,受到压缩,从而导致电弧的截面积变小,电流密度增大,电弧温度增高
等离子电弧能量密度可达105-106W/cm2,比自由电弧(约105W/cm2以下)高,其温度可达18000-24000K,也高于自由电弧(5000-8000K)很多
因此,等离子电弧挺度比自由电弧好,指向性好,喷射有力,熔透能力强,可比自由电弧一次焊透更厚的金属
因此,等离子电弧焊接与电子束(能量密度105W/mm2)、激光束(能量密度105W/mm2)焊接一同被称为高能密度焊接
等离子焊接示意图如下图:等离子焊接原理示意图2
等离子电弧的种类等离子电弧主要分为三种类型:◆非转移型等离子电弧主要用于非金属材料的焊接
◆转移型等离子电弧主要用于金属材料的焊接
◆联合型等离子电弧主要用于微束等离子的焊接
等离子基本焊接方法2按焊缝成型原理,等离子焊接有两种基本的焊接方法:熔透型和小孔型等离子焊接
◆熔透型等离子焊接在焊接过程中离子气较小,弧柱的压缩程度较弱,只熔透工件,但不产生小孔效应的等离子焊接方法
其焊缝成型原理与氩弧焊类似,主要用于薄板焊接及厚板多层焊
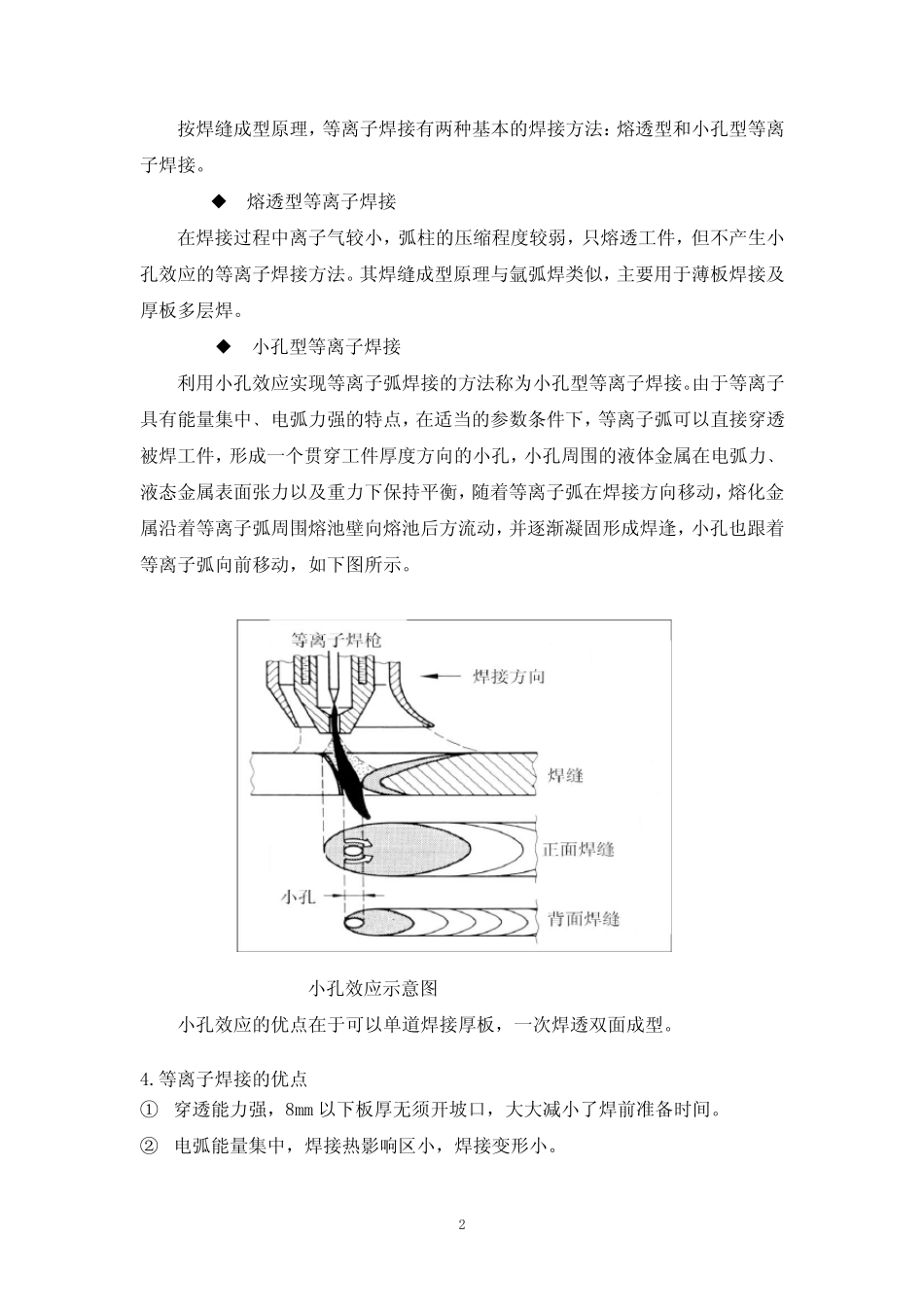
◆小孔型等离子焊接利用小孔效应实现等离子弧焊接的方法称为小孔型等离子焊接
由于等离子具有能量集中﹑电弧力强的特点,在适当的参数条件下,等离子弧可以直接穿透被焊工件,形成一个贯穿工件厚度方向的小孔,小孔周围的液体金属在电弧力﹑液态金属表面张力以及重力下保持平衡,随着等离子弧在焊接方向移动,熔化金属沿着等离子弧周围熔池壁向熔池后方流动,并逐渐凝固形成焊逢,小孔也跟着等离子弧向前移动,如下图所示