15DriveSolutionteam,KoreaIS7WEB专用软件拉丝机应用1
WEBApplication说明2
IS7WEB专用功能3
IS7WEBFieldTest0
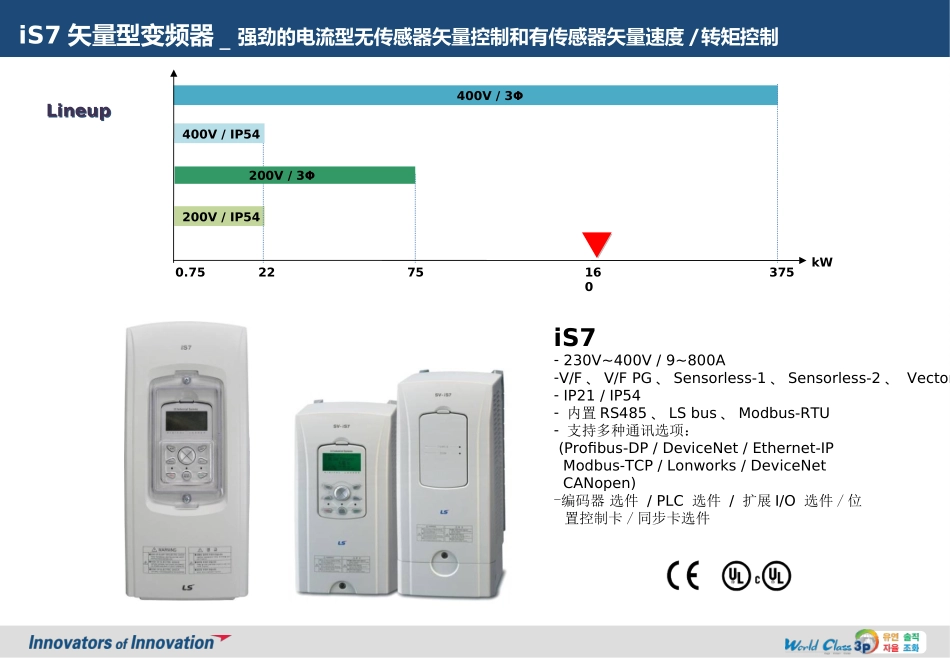
7575160375kW200V/IP54400V/3ΦiS7-230V~400V/9~800A-V/F、V/FPG、Sensorless-1、Sensorless-2、Vector-IP21/IP54-内置RS485、LSbus、Modbus-RTU-支持多种通讯选项:(Profibus-DP/DeviceNet/Ethernet-IPModbus-TCP/Lonworks/DeviceNetCANopen)-编码器选件/PLC选件/扩展I/O选件/位置控制卡/同步卡选件22200V/3Φ400V/IP54iS7矢量型变频器_强劲的电流型无传感器矢量控制和有传感器矢量速度/转矩控制LineupLineup1
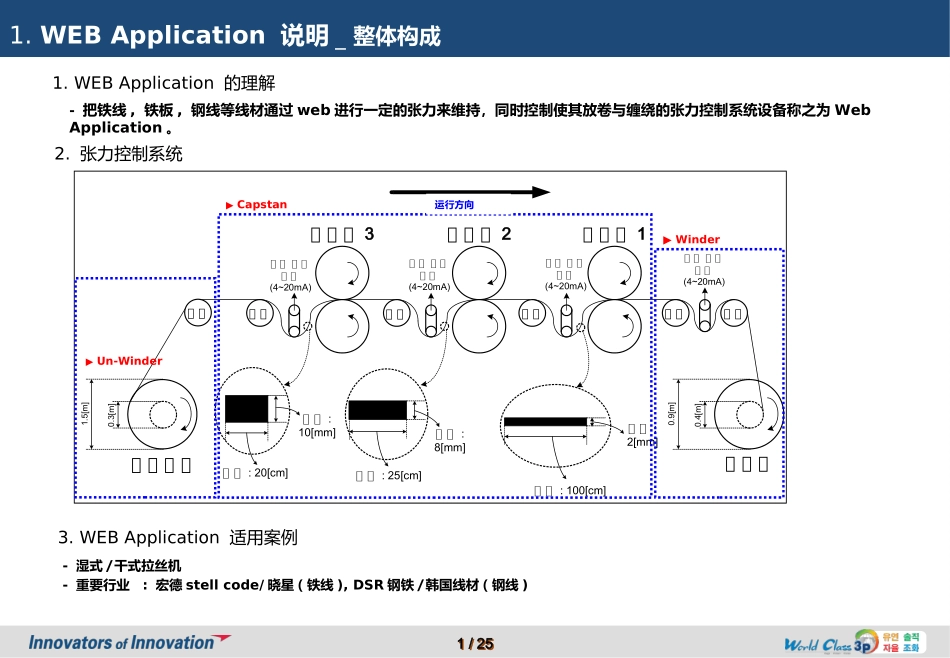
WEBApplication说明_整体构成1
WEBApplication的理解3
WEBApplication适用案例1/251/25-湿式/干式拉丝机-重要行业:宏德stellcode/晓星(铁线),DSR钢铁/韩国线材(钢线)-把铁线,铁板,钢线等线材通过web进行一定的张力来维持,同时控制使其放卷与缠绕的张力控制系统设备称之为WebApplication
张力控制系统장장장장장장(4~20mA)장장:10[mm]장장:2[mm]장장:8[mm]캡캡캡1캡캡캡2캡캡캡3캡캡캡캡캡캡캡캡캡캡캡캡캡장장장장장장(4~20mA)장장장장장장(4~20mA)장장장장장장(4~20mA)캡캡캡캡장장:20[cm]장장:25[cm]장장:100[cm]0
4[m]캡캡캡캡1
3[m]캡캡▶Un-Winder▶Winder▶Capstan运行方向1