等离子切割与火焰切割的比较等离子切割是利用具有很高能量密度的高温等离子电弧对切口集中加热,快速熔断的切割技术,等离子切割被认为是中薄板最理想的切割方法之一,以其切割效率高,质量好而倍受用户的欢迎
特别是90年代以来,由于等离子技术的不断改进,其消耗品如电极、喷嘴、涡流环的使用寿命不断提高,使得等离子消耗品的费用大幅度下降,为等离子切割的应用拓宽了广扩的前景
现根据大连造船厂钢材加工车间的调查情况,对等离子切割机与传统的氧乙炔切割作个比较:切割成本的比较等离子切割的主要费用为其消耗品电极、喷嘴、涡流环的费用,氧乙炔切割的费用主要为氧气、乙炔的费用
现将两种切割成本计算如下;1
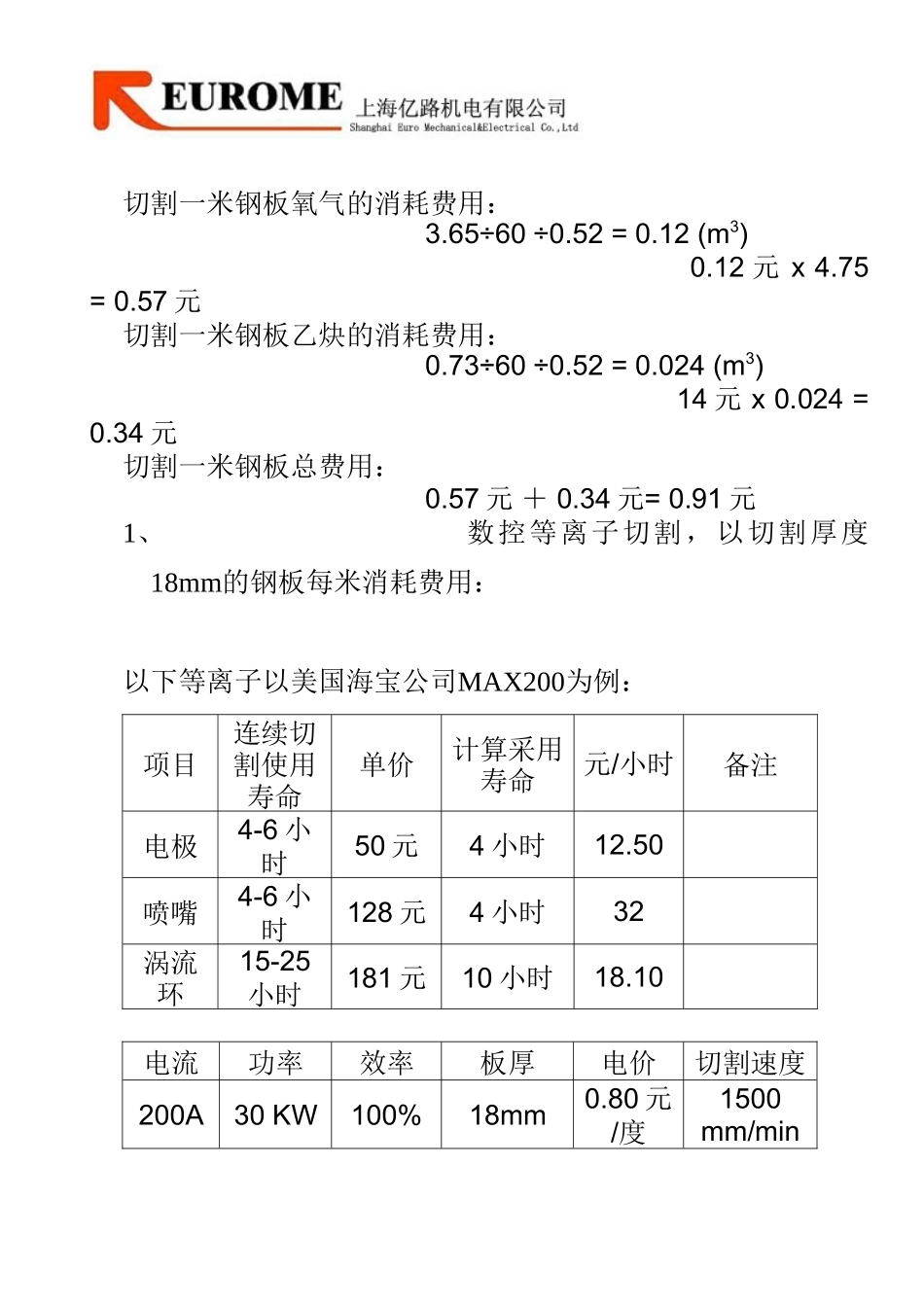
数控氧乙炔切割,切割厚度18mm的钢板每米消耗费用:气体M3/瓶元/瓶元/M3备注氧气4194
75乙炔57014板厚(mm)切割速度(mm/min)氧气流量(m3/h)乙炔流量(m3/h)185203
73切割一米钢板氧气的消耗费用:3
65÷60÷0
12(m3)0
57元切割一米钢板乙炔的消耗费用:0
73÷60÷0
024(m3)14元x0
34元切割一米钢板总费用:0
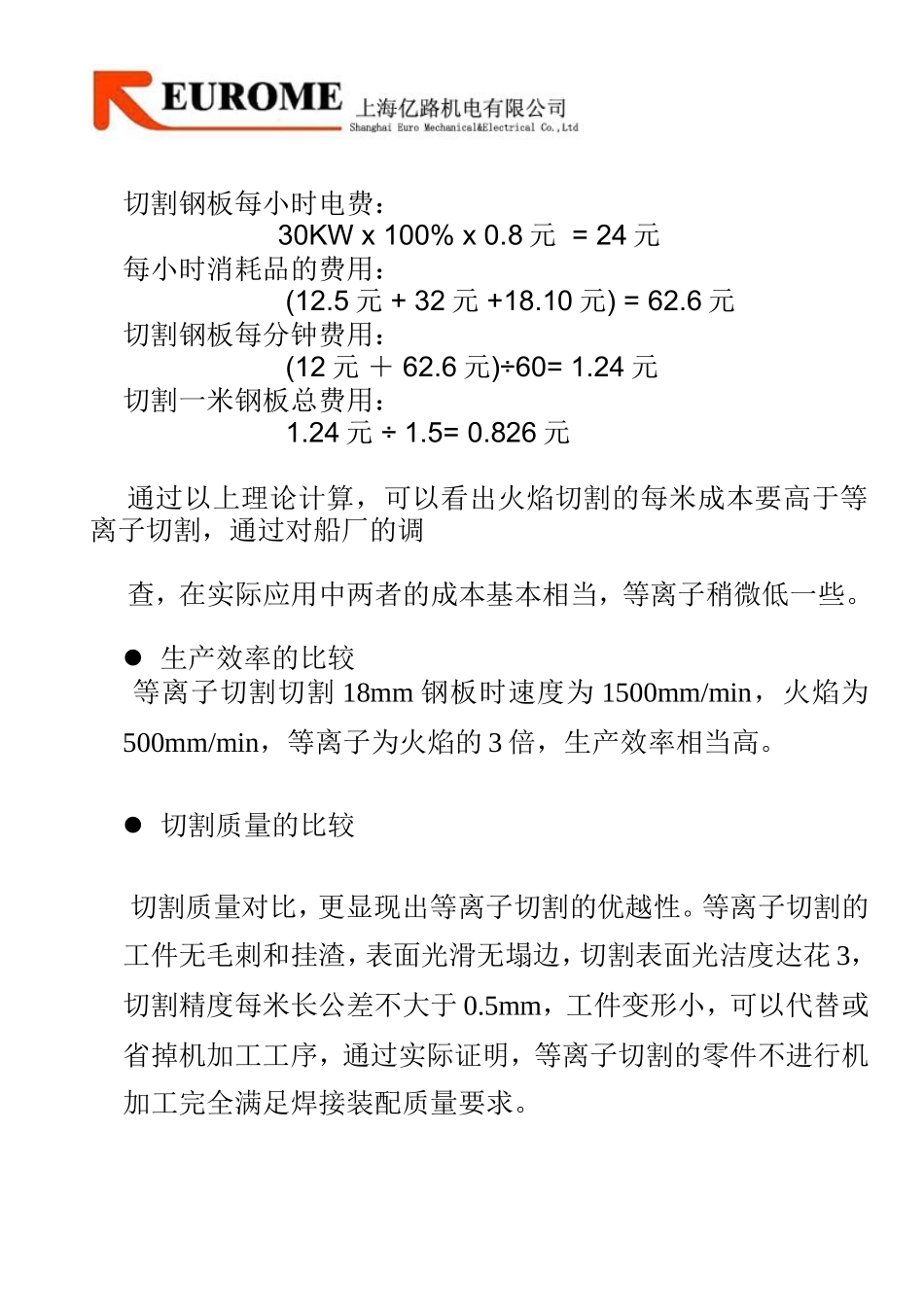
91元1、数控等离子切割,以切割厚度18mm的钢板每米消耗费用:以下等离子以美国海宝公司MAX200为例:项目连续切割使用寿命单价计算采用寿命元/小时备注电极4-6小时50元4小时12
50喷嘴4-6小时128元4小时32涡流环15-25小时181元10小时18
10电流功率效率板厚电价切割速度200A30KW100%18mm0
80元/度1500mm/min切割钢板每小时电费:30KWx100%x0
8元=24元每小时消耗品的费用:(12
5元+32元+18
10元)=62
6元切割钢板每分钟费用:(12元+62
6元)÷60=1