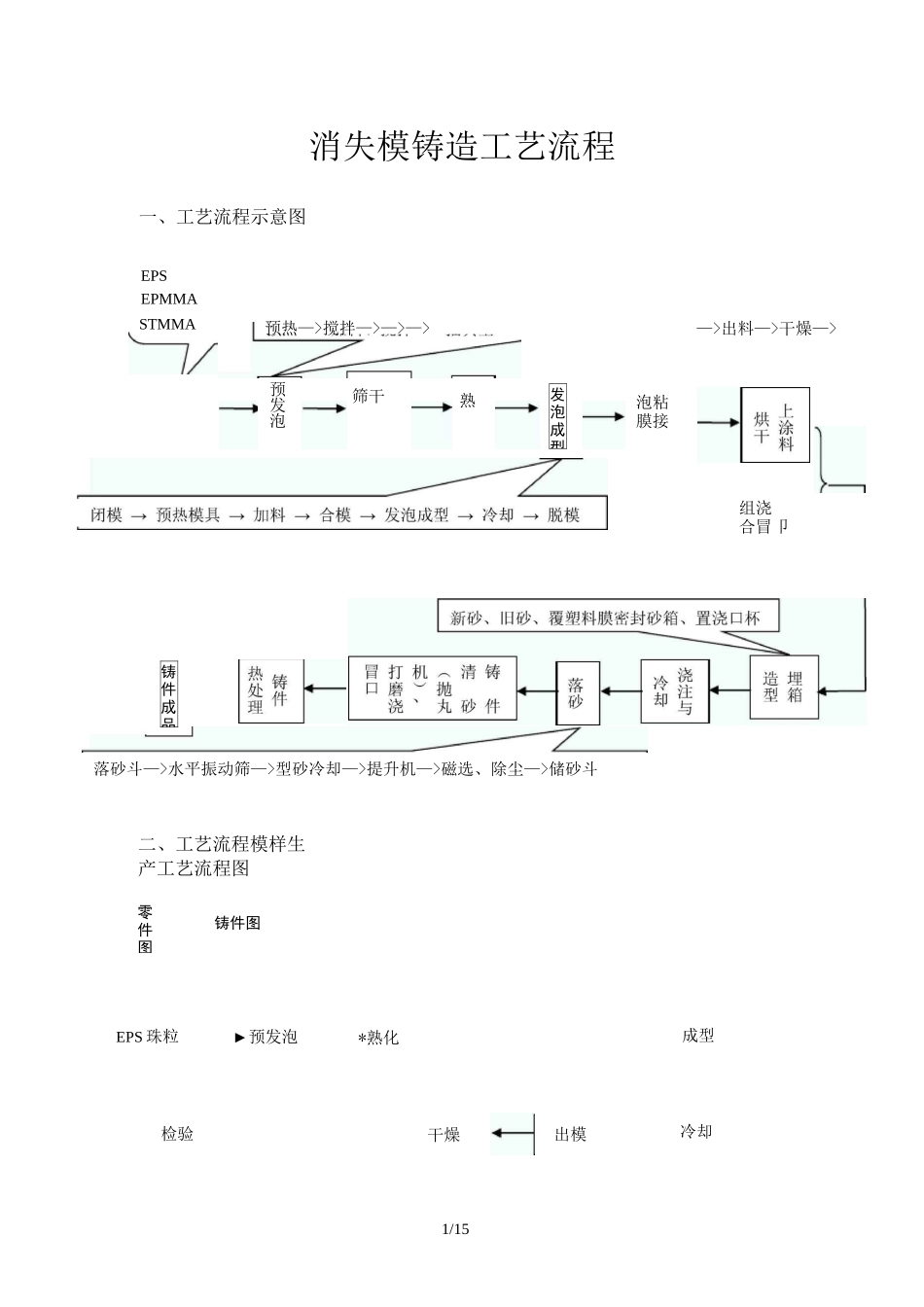
1/15一、工艺流程示意图EPSEPMMASTMMA消失模铸造工艺流程预热—>搅拌—>—>—>熟预发泡筛干—>出料—>干燥—>发泡成型泡粘膜接组浇合冒卩铸件成品落砂斗—>水平振动筛—>型砂冷却—>提升机—>磁选、除尘—>储砂斗二、工艺流程模样生产工艺流程图零件图铸件图EPS珠粒►预发泡*熟化成型检验干燥出模冷却2/15(一)预发泡:预发泡目的:为了获得低密度、表面光洁、质量优良的泡沫模样
流程:预热f加料、搅拌f抽真空f喷水雾f停止抽真空f出料—f干燥—f料仓、熟化EPS预发温度100〜105°C;STMMA预发温度105〜115°C;EPMMA预发温度120〜130°C
进入预发机的加热蒸汽压力在0
20MPa范围调节
说明:①间歇式蒸汽预发泡机必须满足加热均匀(蒸汽与珠粒接触)筒体内温度在90〜130°C范围容易调节和控制
搅拌要充分、均匀,筒体底部和侧壁要有刮板,防止珠粒因过热而粘壁,搅拌速度可调
筒体底部冷凝水的排除要畅通,否则影响预发泡效果
②加热蒸汽压力可调并稳定,且蒸汽中不能夹带水分
③出料要干净,每批发泡后,筒体内残留的料要吹扫干净
熟化:把预发泡珠放置几小时以上,让空气进入珠粒内,使珠粒变得干燥有弹性,变形后又能复原的过程
熟化时间一般为10〜24h,熟化时间不能太长否则发泡剂损失太多影响发泡成型质量
(二)成形发泡的工艺过程为:闭模—>预热模具—>加料—>合模—>发泡成型—>冷却—>脱模f模样熟化要点:珠粒均匀填满模具,模具必须预热到100C,水蒸气温度一般在120C左右,压力为0
模样熟化:将模样置入50〜70°C的烘干室强制干燥5~6h,可达到在室温下自然熟化2天的效果
(三)模样的粘合对复杂的模样往往不能整体发泡成形,而分块制造,最后需要将各块粘合成整体
另外,模样与浇冒口系统组成模样组,也需要粘合工序
粘合工序一般是采用粘结