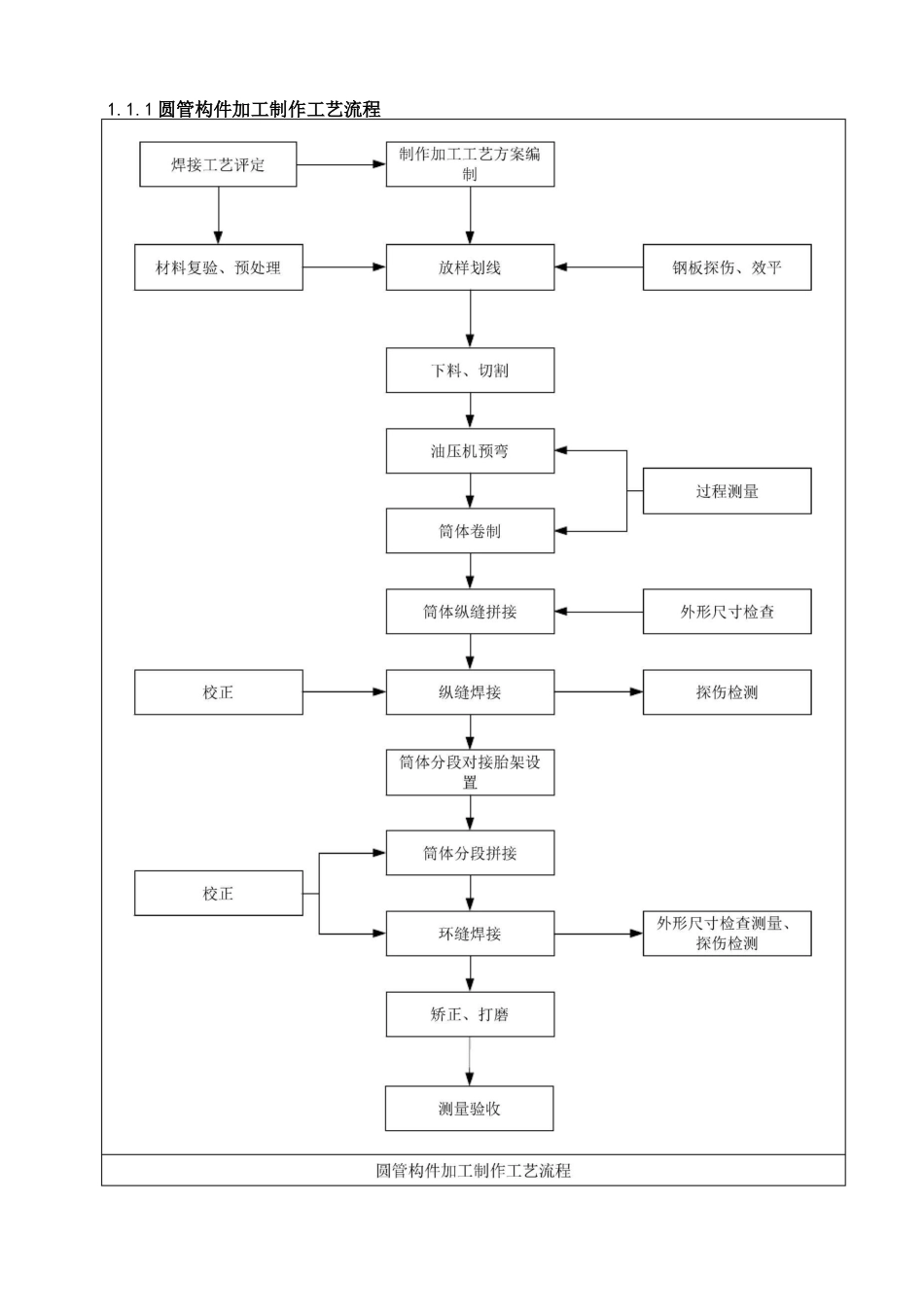
1圆管构件加工制作工艺流程1
2圆管构件加工制作工艺和方法介制作流程-:钢板矫•钢板的局部平面度允许偏差:AW1
5(tW⑷;AW1
0(t>14);制作流程二:端部预弯・卷制前采用油压机或卷板机进行两侧预弯成型;・预弯范围为端部150~300mm,压痕深度W0
5mm;制作流程三:筒体卷制・采用多次进料渐近法滚弯;•用样板检验板件半径
(钢柱加工检验样板的制作必须考虑管材焊接变形而预置反变形)制作流程四:纵缝焊接・先焊筒体内侧,外侧清根后再焊筒体外侧焊缝;・直缝焊接完成后用进行回圆
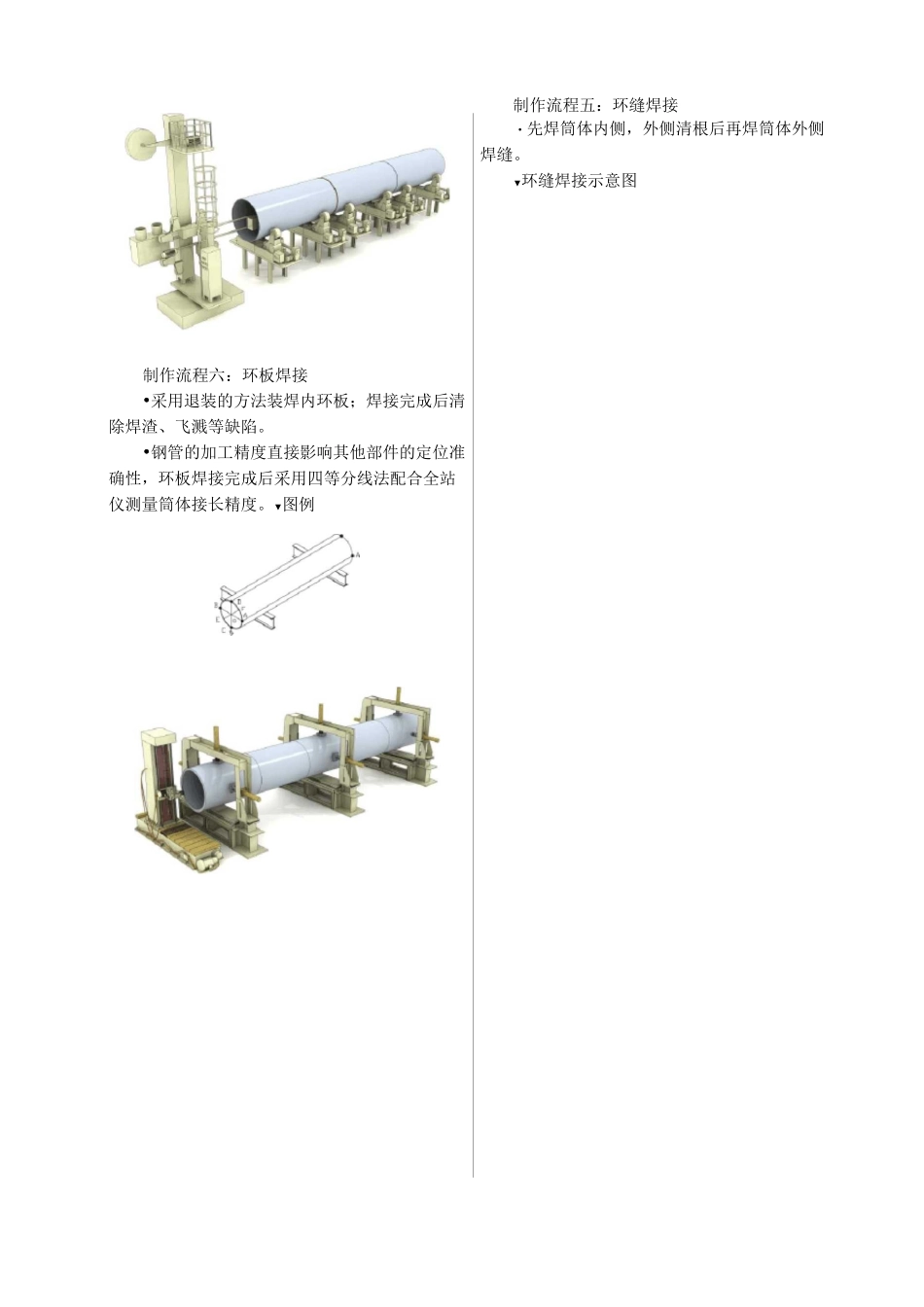
▼允许偏差制作流程五:环缝焊接制作流程六:环板焊接•采用退装的方法装焊内环板;焊接完成后清除焊渣、飞溅等缺陷
•钢管的加工精度直接影响其他部件的定位准确性,环板焊接完成后采用四等分线法配合全站仪测量筒体接长精度
▼图例・先焊筒体内侧,外侧清根后再焊筒体外侧焊缝
▼环缝焊接示意图S■动埋弧自动焊焊丝中■I・I■I・I・I・I卜1・・・1・・・1・4卜制作流程七:端部铣平•端铣量为3~5mm
暑;:焊接滚轮胎架制作流程八:整体检测、验收•进行整体检测,自检互检,完毕后,报专职质检员验收;•注意构件堆放应合理,避免造成构件损伤或变型
3圆管构件加工制作要点加工实景・切割面质量・零部件几何尺寸控制工艺要点加工实景纵缝焊接筒体接长-钢板预弯・样板检验・筒体圆度控制工艺要点加工实景工艺要点・焊前预热・先内后外・焊后回圆^端部铣平圆管端铣・现场坡口开设・圆管组对・环缝焊接・平直度检验零部件装配焊接・划线定位・牛腿等部件组焊・装、焊顺序加工实景涂装■M工艺要点・除锈等级,表面粗糙度・漆膜厚度发运匚・构件编号・重心位置和定位标记1
1预弯采用2000吨压力机或非对称式三辊卷板机对钢板两端进行预弯,钢板端部的压制次数至少压三次,先在钢板端部150mm范围内压一次,然后在300mm范围内