编制审核批准生效日期111V4'•2015-04-05PACK材料技术检验文件编号版次页码标准-电池箱/滑道xx-IS-PT-001A
0目的建立来料检验规范,提供来料检验作业依据,通过检验确保电池箱、滑道的各项性能指标符合要求
0适用范围适用于公司来料电池箱体及配套用的滑道类检验作业
1致命缺陷(CR):可能导致危及生命或造成非安全状态的缺陷;3
2严重缺陷(MA):可能导致功能失误或降低原有使用功能的缺陷;3
3轻微缺陷(MI):对产品使用性能没有影响或只有轻微影响的缺陷
0抽样方案GB/T2828
1-2003MIL-STD-105E正常单次抽样计划
0检验条件检验一般在晴天自然光或灯光光照强度适中的情况下进行,被检样本与检验员距离适中
序号检验项目检验标准检验工具或方法抽样水平缺陷判定MAMI1外观1、表面不得有气泡、裂纹、划痕、锈迹、毛刺、凹痕等残次现象;2、表面局部允许有轻度的划痕,划痕深度W0
2mm,面积不得超过10cm2;3、零件折弯棱角分明,整个零件折弯半径大小一致,无明显挤伤缺陷,零件棱边应倒钝;4、零件点焊或断续焊时,要求焊点分布均匀,在同一平面内焊点间距基本致,间距公差丄3mm,点焊焊点基本人小一致,焊点半径W3mm,深度W0
5mm;5、表面有要求喷塑处理的,一定按图纸技术要求喷塑
目视,刚尺,卡尺S-2/2
编制审核批准生效日期111V4'•2015-04-05PACK材料技术检验文件编号版次页码标准-电池箱/滑道xx-iS-PT-001A
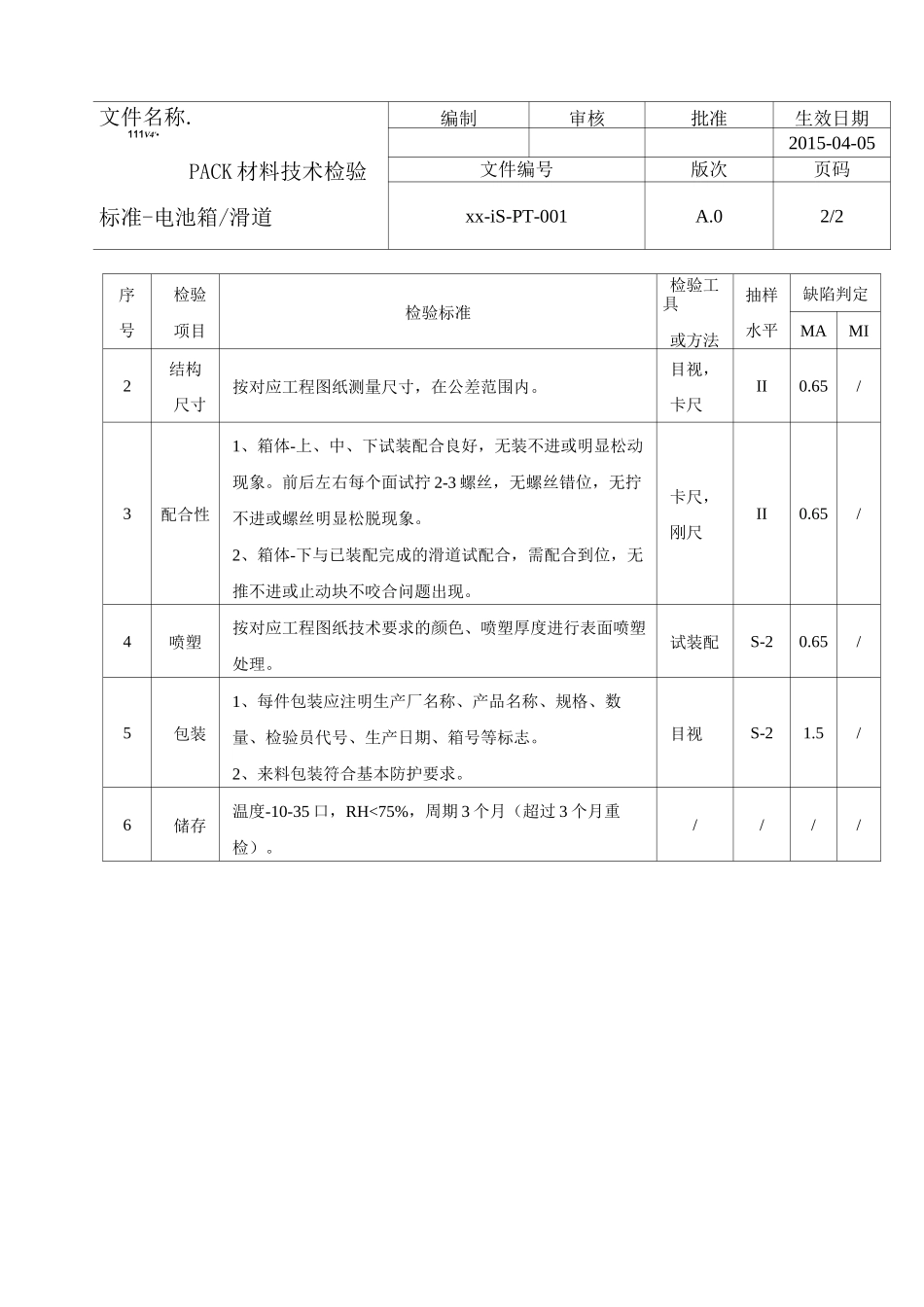
02/2序号检验项目检验标准检验工具或方法抽样水平缺陷判定MAMI2结构尺寸按对应工程图纸测量尺寸,在公差范围内
目视,卡尺II0
65/3配合性1、箱体-上、中、下试装配合良好,无装不进或明显松动现象
前后左右每个面试拧2-3