焊接技术规范1
目的:规范焊接结构件的设计、制造及检验
适用范围:本规范适用于本公司焊接结构件的设计、制造及检验3
引用标准:GB12212-90《技术制图焊缝符号的尺寸、比例及简化表示法》GB324-88《焊缝符号表示法》GB985-88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》GB6417-86《金属熔化焊焊缝缺陷分类及说明》GB10854-894
参考标准:《钢结构焊缝外形尺寸》JB/T6753
4-93《电工设备的设备购体公差焊接结构的一般公差》5
基本功能描述:金属焊接是用适当的手段,使两个分离的金属的物体产生原子或分子间结合而连接成一体的连接方式
金属焊接是一种广泛采用的工艺手段
技术要求:6
1焊接结构设计一般原则:电子设备结构设计中经常彩焊接结构形式
在设计时应遵循一定的原则:6
1电子设备的结构件采用薄板类材料居多,如冷轧钢板,不锈钢板等,这类薄板件焊接变形较大,外协厂加工多彩二氧化碳保护焊和氩弧焊,生产效率较低,焊接后焊缝的打磨,消除应力集中和消除变形等增加了工艺步骤与成本
建议结构设计中尽可能避免焊接结构
2焊接结构设计中应尽可能减少焊接量
对角焊缝而言,在保证强度的基础上,尽可能采用最小的焊脚尺寸
3为控制焊接变形,应合理布置焊缝
如有对称轴的焊接结构,焊缝应对称和分布6
4必须在结构上保证每条焊缝能够方便地施焊和进行质量检查,焊缝周围要有足够的焊接和质量检查操作空间
5电子设备结构往往从防锈的角度考虑对结构件进行电镀等电化学处理,如果焊接件整体电镀,需避免有截留电镀液的焊接结构,这种截留在焊接结构缝隙中的化学溶液会加速结构件的锈蚀
2焊接结构一般公关如无特殊标注,要求焊接结构的一般公差达到以下A级要求:如有更高的要求,请在尺寸标注时直接标注公差
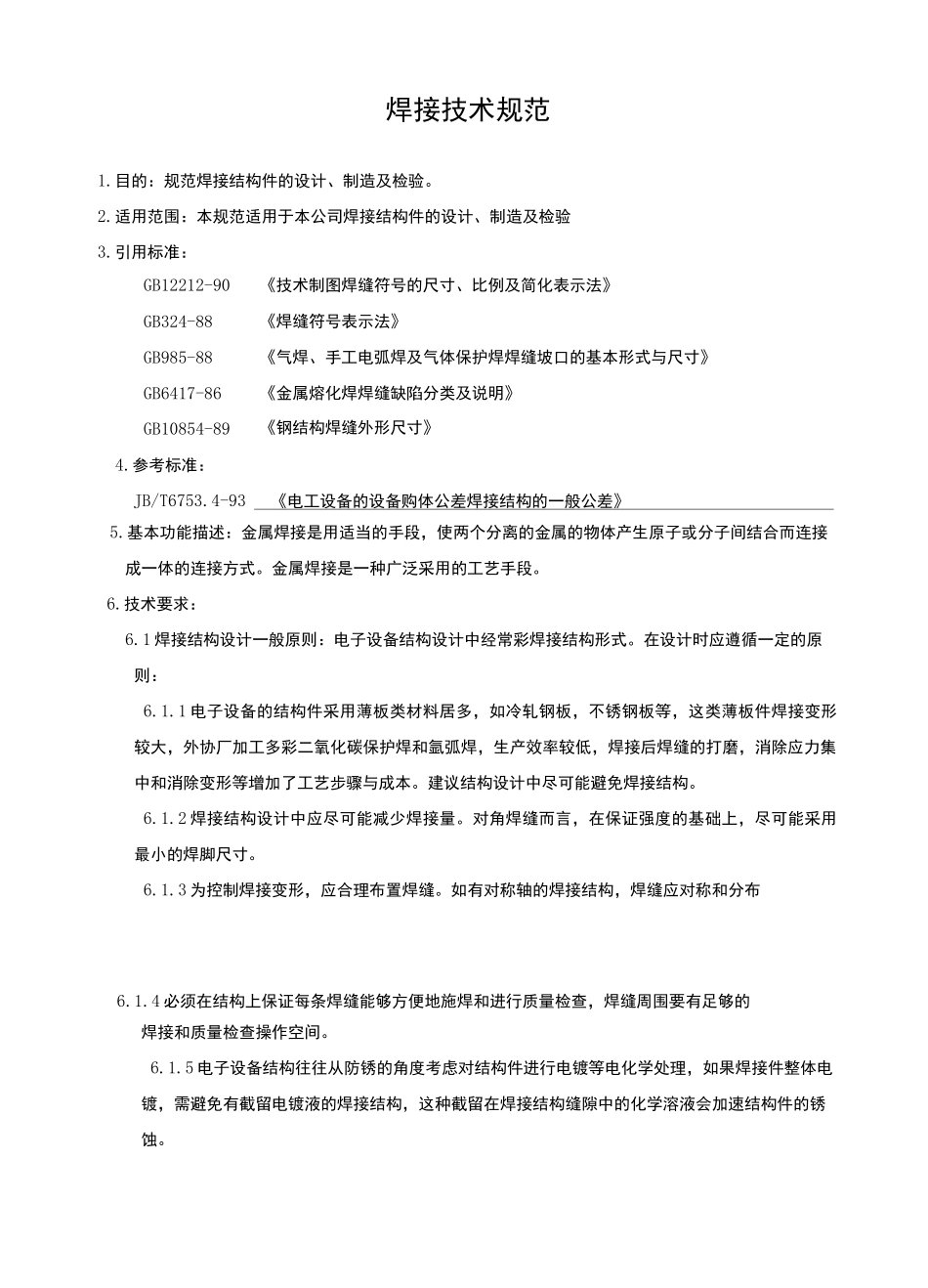
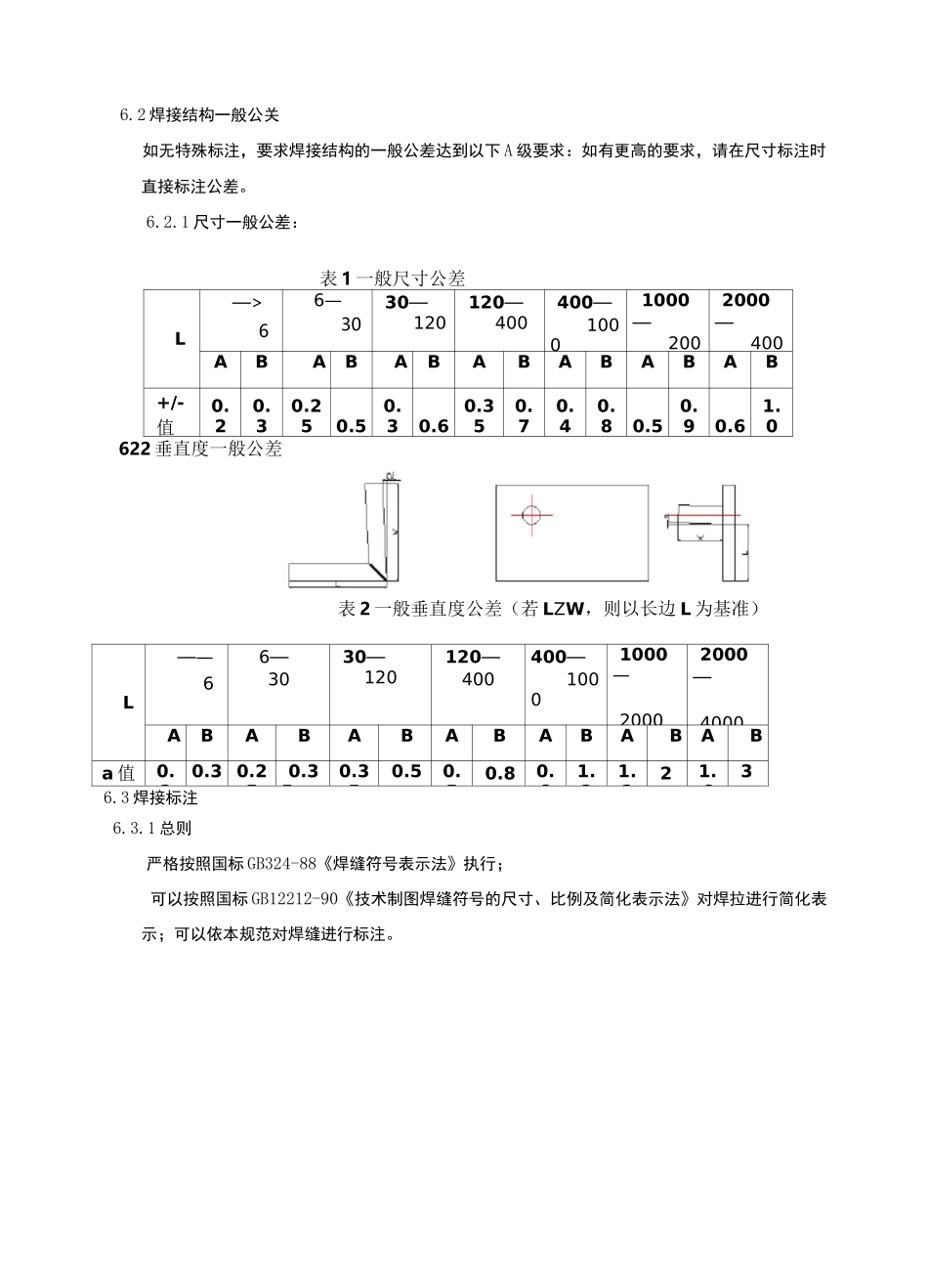
1尺寸一般公差:表1一般尺寸公差L—>