赵永城13019208613说明JB/T4730
4-2005共有10章、两个附录
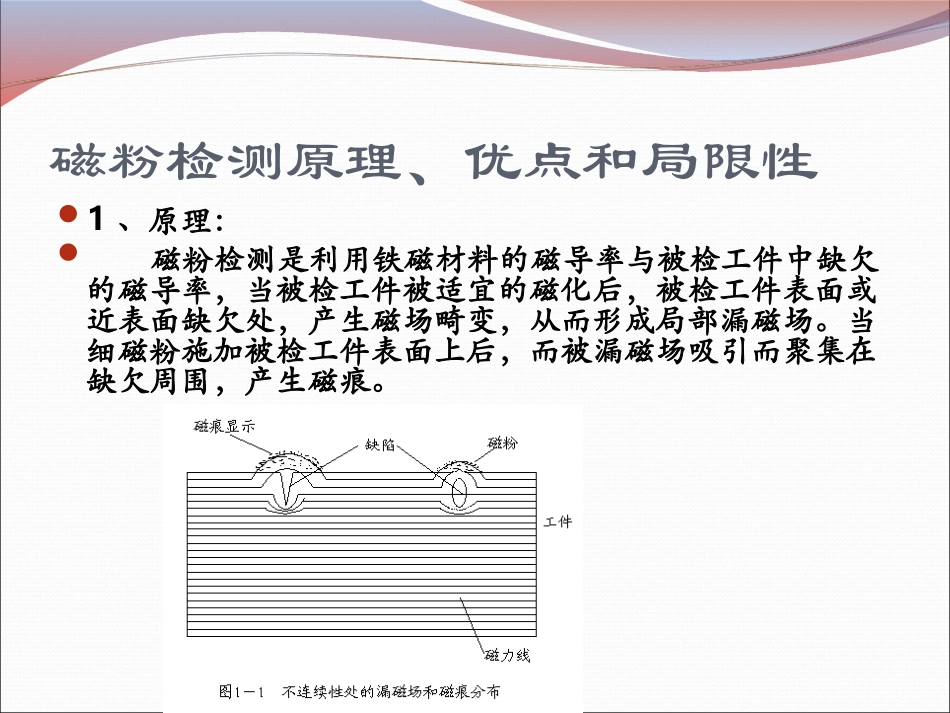
1、范围2、引用文件3、一般要求4、检测方法5、磁痕显示分类和记录6、复验7、退磁8、在用承压设备检测9、质量分级10、报告磁粉检测原理、优点和局限性1、原理:磁粉检测是利用铁磁材料的磁导率与被检工件中缺欠的磁导率,当被检工件被适宜的磁化后,被检工件表面或近表面缺欠处,产生磁场畸变,从而形成局部漏磁场
当细磁粉施加被检工件表面上后,而被漏磁场吸引而聚集在缺欠周围,产生磁痕
2、优点:1)可检测铁磁材料的表面或近表面缺欠、非金属夹杂及其它不连续性缺欠
2)缺欠中含有杂质时,不会大幅度减低检测灵敏度
除非该杂质具有与被检工件类似的磁性
3)可带非金属涂层检测,但涂层厚度不应大于50μm
带涂层检测的不利因素是降低检测灵敏度
3、局限性:1)不适用于非铁磁性材料
2)一般要进行后处理
因为磁粉的特性可能会对该工件后面的工序产生有害影响
3)表面有涂层时,可能降低灵敏度
4)非表面开口性缺欠会造成发散的磁痕
而且随着缺欠距表面的距离的增加,其磁粉也越来越发散
5)组织的变化或某些类型的偏析可能造成非相关显示
影响漏磁场的因素1、外加磁场的强度的影响缺欠的漏磁场大小与工件磁化强度有关,从磁化曲线得知,外加磁场的大小与方向直接影响磁感应强度的变化
一般来说,外加磁场强度一定大于Hμm,即选择在产生最大磁导率μm对应的Hμm点右侧的磁场强度值,此时磁导率减小,磁阻增大,漏磁场增大(也就是说磁导率越小越容易形成漏磁场)
当磁感应强度达到饱和值的80%左右时,漏磁场会迅速增大
制定周向磁化规范的的基本原则((磁特性曲线磁特性曲线))规范名称检测方法应用范围连续法剩磁法严格规范H2~H3(基本饱和区)H3以后(饱和区)适用于特殊要求或进一步鉴定缺陷性质的工作标准