培训教材三通用工艺标准版本:A制作Preparedby:审核checkedby:日期Date:2008年5月5日日期Date:2008年5月5日威海东兴电子有限公司WEIHAIDONGXINGELECTRONICSCO
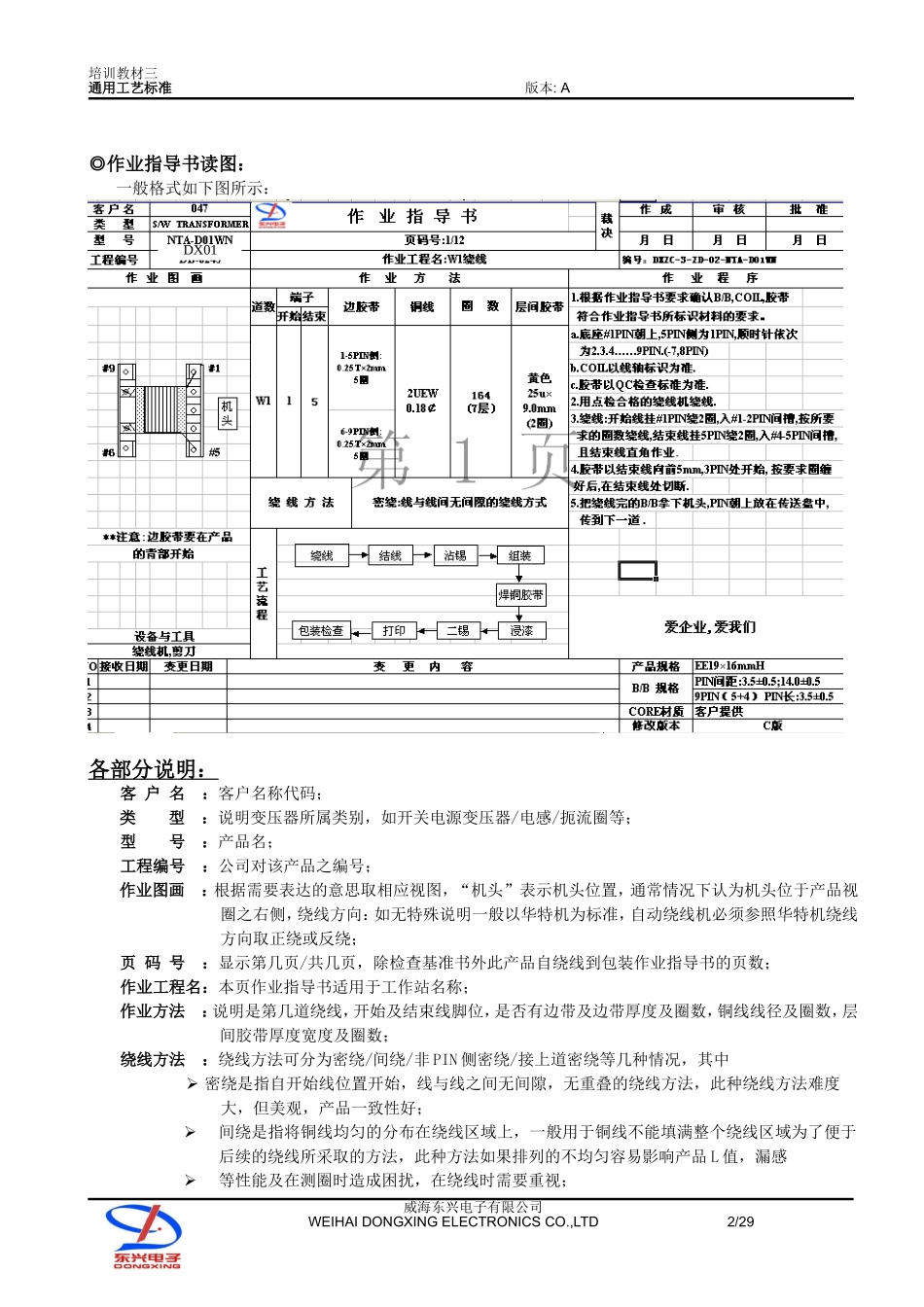
,LTD1/29变压器工艺培训教材培训教材三通用工艺标准版本:A◎作业指导书读图:一般格式如下图所示:各部分说明:客户名:客户名称代码;类型:说明变压器所属类别,如开关电源变压器/电感/扼流圈等;型号:产品名;工程编号:公司对该产品之编号;作业图画:根据需要表达的意思取相应视图,“机头”表示机头位置,通常情况下认为机头位于产品视圈之右侧,绕线方向:如无特殊说明一般以华特机为标准,自动绕线机必须参照华特机绕线方向取正绕或反绕;页码号:显示第几页/共几页,除检查基准书外此产品自绕线到包装作业指导书的页数;作业工程名:本页作业指导书适用于工作站名称;作业方法:说明是第几道绕线,开始及结束线脚位,是否有边带及边带厚度及圈数,铜线线径及圈数,层间胶带厚度宽度及圈数;绕线方法:绕线方法可分为密绕/间绕/非PIN侧密绕/接上道密绕等几种情况,其中密绕是指自开始线位置开始,线与线之间无间隙,无重叠的绕线方法,此种绕线方法难度大,但美观,产品一致性好;间绕是指将铜线均匀的分布在绕线区域上,一般用于铜线不能填满整个绕线区域为了便于后续的绕线所采取的方法,此种方法如果排列的不均匀容易影响产品L值,漏感等性能及在测圈时造成困扰,在绕线时需要重视;威海东兴电子有限公司WEIHAIDONGXINGELECTRONICSCO
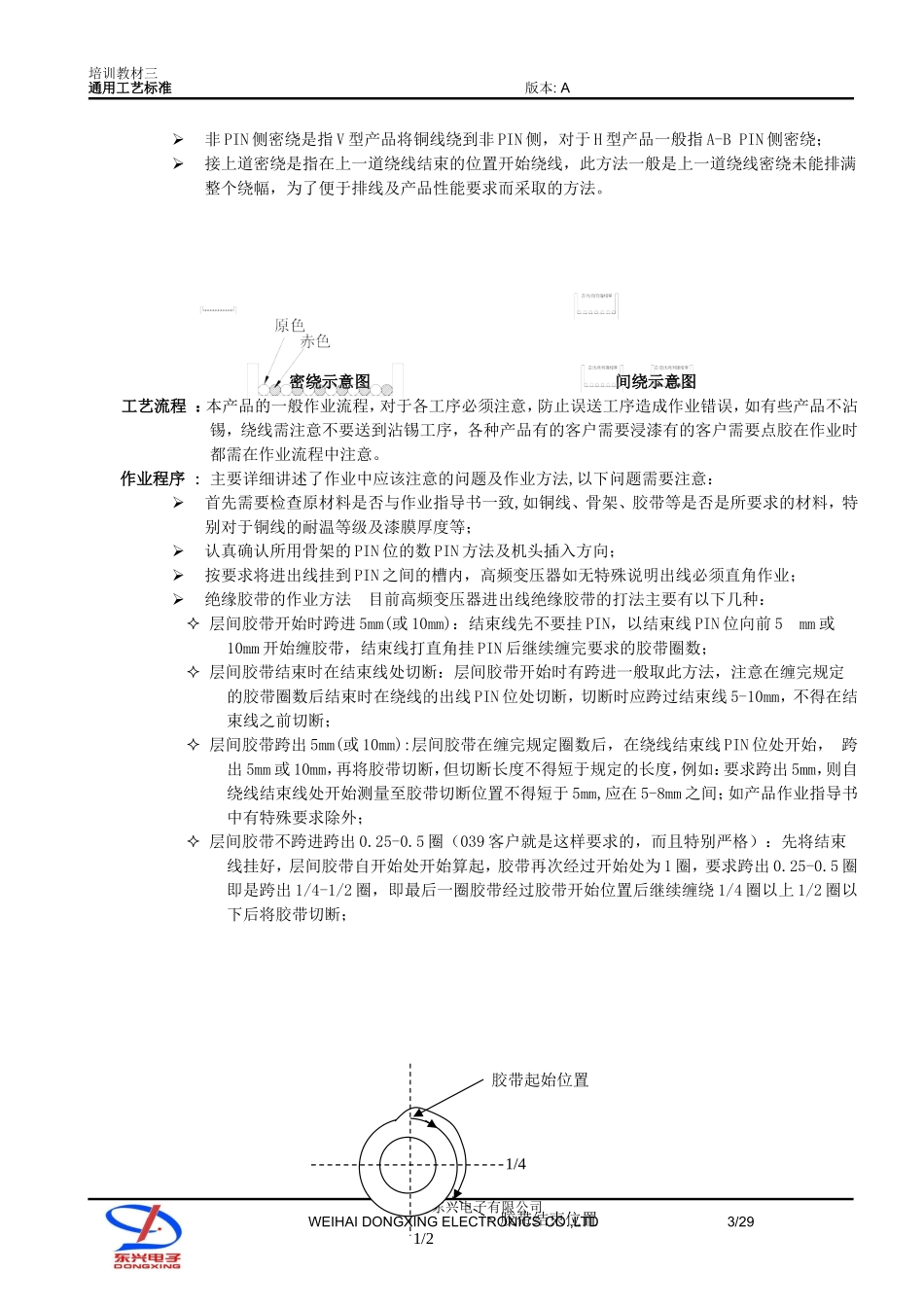
,LTD2/29DX01培训教材三通用工艺标准版本:A非PIN侧密绕是指V型产品将铜线绕到非PIN侧,对于H型产品一般指A-BPIN侧密绕;接上道密绕是指在上一道绕线结束的位置开始绕线,此方法一般是上一道绕线密绕未能排满整个绕幅,为了便于排线及产品性能要求