标准作业的产生背景2
标准作业的推行目的3
标准作业的相关名词4
标准作业的三要素5
标准作业的三件套6
标准作业的制定程序7
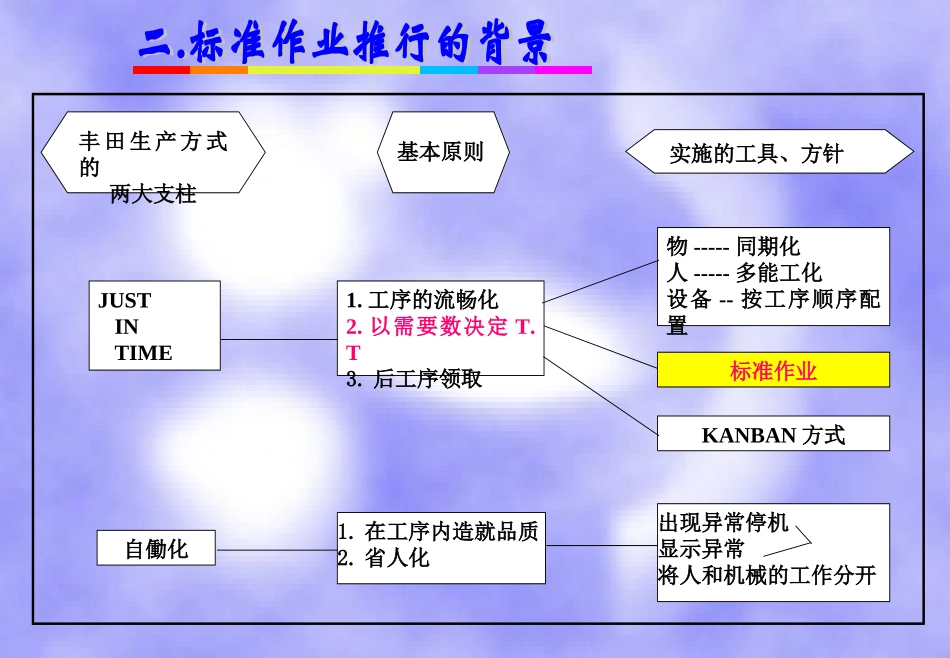
标准作业改善的实施方法实施的工具、方针物-----同期化人-----多能工化设备--按工序顺序配置标准作业KANBAN方式出现异常停机显示异常将人和机械的工作分开基本原则1
工序的流畅化2
以需要数决定T
后工序领取1
在工序内造就品质2
省人化丰田生产方式的两大支柱JUSTINTIME自働化简言之:通过有效率的劳动提高生产效率目的一:使用必要的、最小数量的作业人员进行生产——省人化;目的二:实现与适时生产有关的各工序的同步化——JIT之同期化;目的三:把在制品的“标准手持量”限制在必要的最小数量——标准手持;标准作业的根本目的目的一:明确安全的、低成本的生产优良产品所必须的制造方法
目的二:将标准作业作为改善的工具使用
标准作业的直接目的标准作业以人的动作为中心,把工序集中起来,以没有MUDA的操作顺序有效的进行生产的方法
标准工时(T
T)生产一件产品应该使用的时间值
循环时间(C
T)作业者一个人进行标准作业时,毫不困难的、最快的、一个循环的实际作业时间(包括步行时间),但不包括空手等待时间
标准中间在库(标准手持)按照标准作业规定的作业顺序进行操作时,为了能够反以相同的循序、动作操作生产而在工序内持有的最少限度的待加工品
(入料口和成品货店的在库不属于标准手持)T
T=1班的运转时间(定时)1班的必需生产量工序能力:各工序在加工零件是的生产能力
即各工序(设备)进行生产时,考虑到手动作业时间、设备的加工时间、更换刀具的时间,单班所能加工的最大数量
标准作业组合票明确各工序的手工作业时间及步行时间,用于考察T
T内一个作业者能够承担的工序的范围是多大
标准作业票用图表示每个作业者的作业范围,应填入标准作业的三要素及检查品质和注意