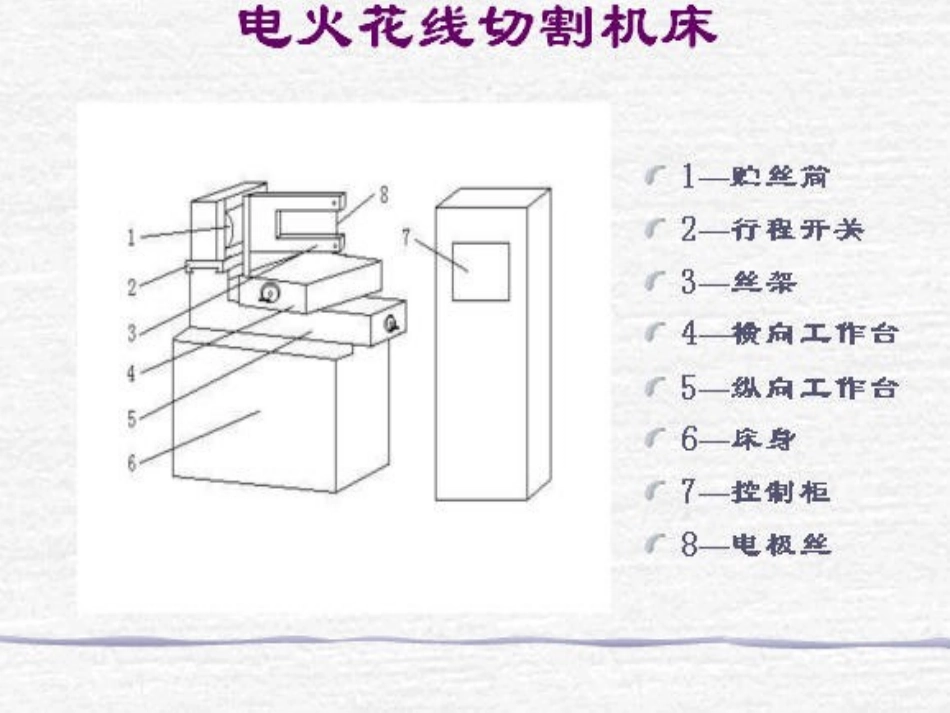
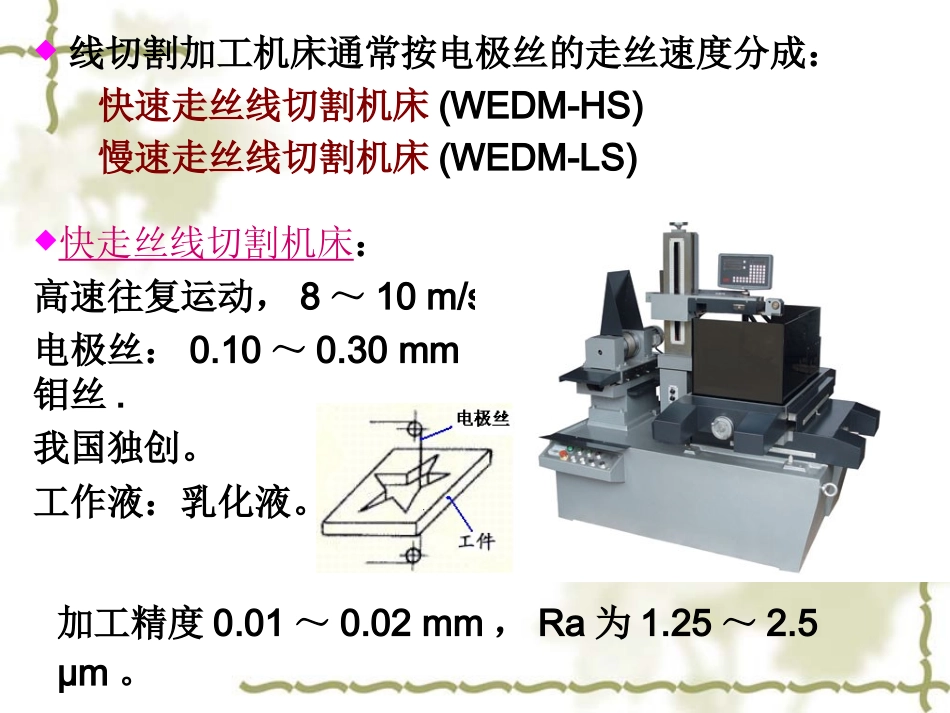
3、线切割机床第5章模具特种加工线切割加工机床通常按电极丝的走丝速度分成:快速走丝线切割机床(WEDM-HS)慢速走丝线切割机床(WEDM-LS)快走丝线切割机床:高速往复运动,8~10m/s
30mm钼丝
工作液:乳化液
02mm,Ra为1
线切割原理图慢走丝线切割机床:单向运动,走丝速度小于0
35mm黄铜丝
工作液:去离子水、煤油等
加工精度:0
005mm;Ra≤0
产地:日本、瑞士等
第5章模具特种加工北京阿奇工业电子有限公司某型号慢走丝线切割机床的送丝图(a)电极丝送丝示意图(b)电极丝送丝图电极丝送丝图µ¼¹ì·Ï˿Ͳ˿¾íÕÅÁ¦È¦44、工作液、工作液工作液对切割速度,表面粗糙度,加工精度等都有较大影响
常用工作液主要有乳化液和去离子水
电火花线切割所使用的工作液,在慢走丝切割机床上大多采用去离子水(纯水);高速走丝时常用专用乳化液
第5章模具特种加工北京阿奇慢走丝线切割机床去离子系统滤芯过滤筒洁水箱污水箱工作液注入方式:浸泡式、喷入式和浸泡喷入复合式
国产快走丝线切割机床:喷入式注入方式慢走丝机床:浸泡喷入复合式工作液的喷入方向:单向和双向
工作液喷入方式对线切割加工精度的影响¹¤×÷Òº¹¤×÷Òº¹¤¼þ¹¤×÷Òº¹¤×÷Òº¹¤×÷Òº¹¤×÷Òº·Åµç²úÎï·Åµç²úÎïµç¼«Ë¿(a)µ¥ÏòÅçÈ뷽ʽ(b)Ë«ÏòÅçÈ뷽ʽ第5章模具特种加工短路、断丝的处理:短路、断丝的处理:发生断丝的原因可能是脉冲电源参数选取不当、工作液浓度不合适、工件变形、进给速度不合适、运丝系统不正常等
应首先检查电极丝断丝的位置并判断原因,减小峰值电流,降低空载电压和进给速度,减小电极丝的张力或增大冷却喷嘴的工作