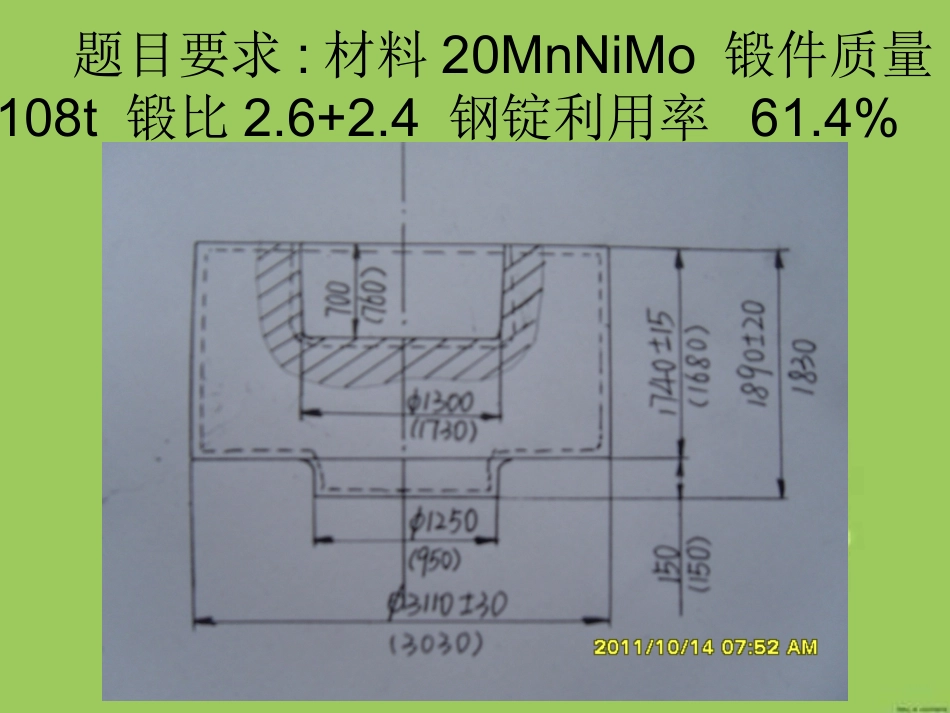
锻造工艺学(讨论课)日期:2011-10-14讨论课题:缸底锻件的设计题目要求:材料20MnNiMo锻件质量108t锻比2
4钢锭利用率61
4%一、钢锭的设计1、冶炼方法的选择真空注锭法工作原理:将钢液注入真空室内的锭模里,借钢流发散,气体逸出并防止二次氧化
用于浇铸大型合金钢锭
冶金效果:(1)脱气[H]=(0
2)×10-4(2)去除夹杂物氧化物总量达0
0029%2、锭形的选择短粗型钢锭有利于夹杂物上浮和气体逸出,减少偏析,改善内部质量,常用于合金钢重要锻件
根据公式:G锭=G锻/η=108/61
4%=175
9t查钢锭规格表选205t钢锭钢锭规格尺寸如下:1200二、加热规范采用热钢锭(表面温度高于600℃)加热:加热速度快,时间短,节能
根据锭型和截面尺寸,查手册得该钢锭的装炉温度为1200℃,最高温度1240℃,保温时间26h,终锻温度750℃,采用三段加热法
温度/℃时间/h1240三、锻造工艺(1)工具选择:平砧、V型砧、垫环、跺刀(2)设备选择:经计算选择120000kN水压机(3)工序:下料---加热---镦粗---冲孔---扩孔---旋压成型(4)火次及每步成型后锻件图如下:•火次一温度1240~750℃℃压钳口温度1240~750℃℃滚圆剁水口温度1240~750℃℃立料镦粗镦粗比k=Ho/H=1
77然后去钳把•火次二温度1240~750℃℃冲孔温度1240~750℃℃扩孔•火次三温度1240~750℃℃旋压成型四、热处理工艺采用热装炉正火回火正火:装炉温度600~650℃,保温15h,然后加热,加热速度80/h,℃保温10h,冷却至300~450℃,保温15h
回火:加热50/h,℃保温80h,冷却速度30/h,℃冷却至400℃,变冷却速度为15/℃h
出炉温度为200℃
五、冷却规范采用炉冷炉冷可通过控制炉温准确控制冷却速度