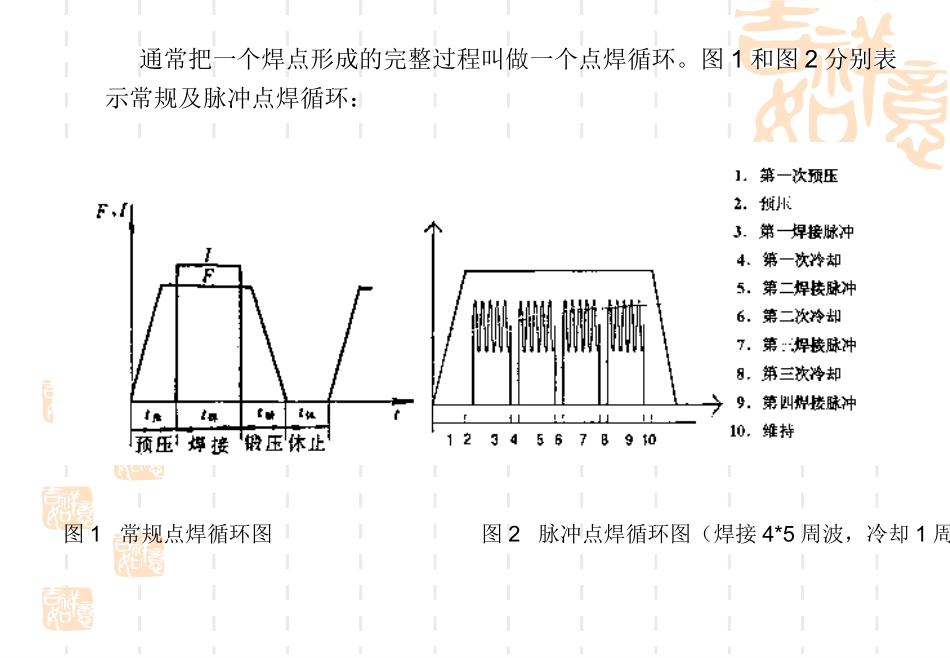
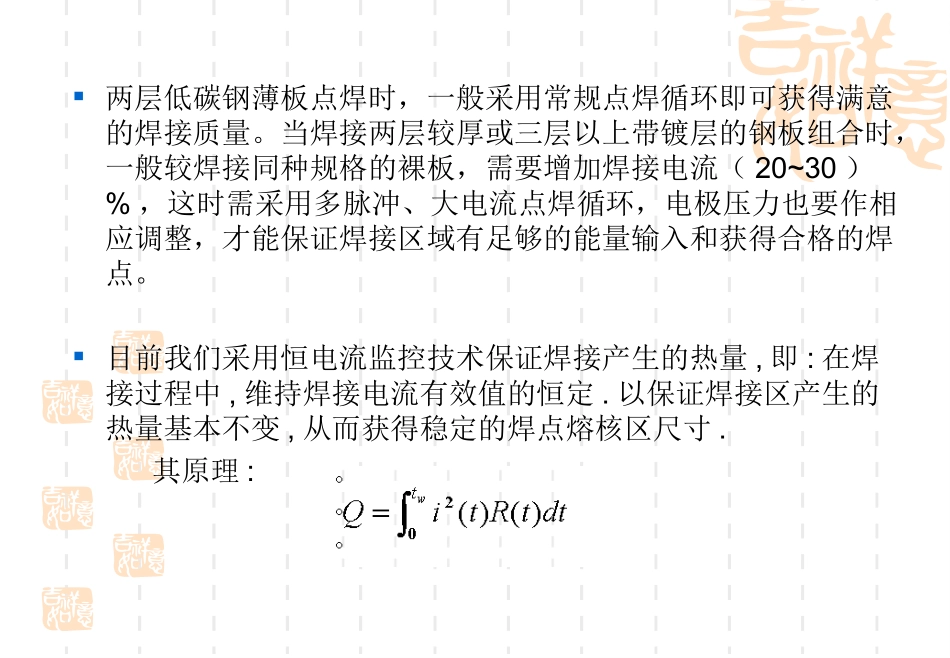
电阻点焊一.电阻焊的特点及其分类将被焊工件置于两电极之间加压,并在焊接处通以电流,利用电流流经工件接触面及其邻近区域产生的电阻热将其加热到熔化或塑性状态,使之达到金属结合而形成牢固接头的工艺过程,称之为电阻焊。由此可见,电阻焊有如下工艺特点:⑴利用电流通过工件焊接处的电阻产生的热量对工件加热,属内部热源;⑵整个焊接过程都是在压力作用下完成,即必须施加压力;⑶在焊接处不须加任何填充材料,也不需任何保护剂。⑷形成电阻焊接头的基本条件是:电极压力和焊接电流。通常把一个焊点形成的完整过程叫做一个点焊循环。图1和图2分别表示常规及脉冲点焊循环:图1常规点焊循环图图2脉冲点焊循环图(焊接4*5周波,冷却1周波两层低碳钢薄板点焊时,一般采用常规点焊循环即可获得满意的焊接质量。当焊接两层较厚或三层以上带镀层的钢板组合时,一般较焊接同种规格的裸板,需要增加焊接电流(20~30)%,这时需采用多脉冲、大电流点焊循环,电极压力也要作相应调整,才能保证焊接区域有足够的能量输入和获得合格的焊点。目前我们采用恒电流监控技术保证焊接产生的热量,即:在焊接过程中,维持焊接电流有效值的恒定.以保证焊接区产生的热量基本不变,从而获得稳定的焊点熔核区尺寸.其原理:实际上焊接产生的热量主要消耗于两部分:Q=Q1+Q2Q1——形成熔核的热量Q2——损失的热量有效热量Q1取决于金属的热物理性质及熔化金属量而与所用焊接条件无关。Q1=(10%—30%)Q。电阻率低,导热好的取低限(铝、铜合金等),电阻率高,导热差的取高限(不锈钢、高温合金等)=(30%—50%)Q和通过工件传导的热量=(20%)Q。辐射到大气的热量约占5%,可忽略。损失的热量Q2主要包括通过电极传导的热量工件本身的电阻RW两工件间接触电阻RC,电极与工件间接触电阻REWR总=2Rw+Rc+2Rew随温度的升高除电阻率增高使工件电阻增高外,同时金属的压溃强度降低,使工件与工件、工件与电极间的接触面增大因而引起工件电阻减小。点焊低碳钢时,在两种矛盾着的因素影响下,加热开始时工件电阻逐渐升高,熔核形成时有逐渐降低。影响接触电阻的主要因素有:电极压力、表面状态和加热温度等。电极压力:电极压力增加,接触电阻减小;表面状态:焊前机械清理,接触电阻减小;加热温度:加热温度升高,接触电阻减小。如果在相同焊接生产条件下(t也不变),可近似的认为R不变,则Q只与i有关。欲保持焊接电流恒定,需根据焊机回路负载阻抗的变化和电源电压的变化等,计算每半波电流的有效值,并与设定电流值比较其差值,调节焊机主电力回路中晶闸管的触发角,使焊接电流保持恒定。大量试验和生产实践证明,焊接电流有效值与焊点熔核直径有密切关系。因此,当生产条件较稳定时,控制焊接电流为恒定,则可实现焊点熔核尺寸的控制。点焊质量的一般要求焊点外观上要求表面压痕浅而平滑,呈均匀过渡,无明显凸肩或局部挤压的表面鼓包;外表面没有明显的环状或径向裂纹,也无熔化、烧伤或粘附的铜合金。从内部看,焊核形状规则、均匀,无超标的裂纹和缩孔等内部缺陷,以及热影响区金属组织和力学性能不发生明显变化等。图片1焊点强度虚焊缺陷(C)合格焊核直径:≥4mm或≥6mm或≥监控计划规定值撕裂孔洞无撕裂孔洞不合格无焊核图片2焊点强度弱焊缺陷(F)焊核直径:≥4mm或≥6mm或≥监控计划规定值直径≥4或6或者监控计划规定值不合格焊核直径:<4mm或<6mm或<监控计划规定值直径‹或6或者监控计划规定值图片3焊点强度漏焊缺陷(MQ)合格监控计划要求的焊点分布监控计划焊点分布图监控计划要求的焊点漏焊或无压痕监控计划焊点分布图不合格焊点强度错边缺陷(BT)监控计划图监控计划图焊点位于搭接钢板的中心部位合格不合格焊点错边钢板变形错边﹤1/3焊点直径合格图片4图片5焊点强度大错边缺陷(S)监控计划图焊点位于搭接钢板的中心部位合格不合格焊点错边钢板变形错边≥1/3焊点直径合格图片6焊点强度错位缺陷(MP)监控计划图合格监控计划焊点分布图焊点位置符合监控计划要求大于等于直径的1/3不合格监控计划焊点分布图焊点位置不符合监控计划要求图片7焊点外观过烧或烧穿的缺陷(B)监控计划图合格不合格焊...