第二章正角研磨第一節一般模仁零件的正角研磨1
正角在模具中的意義正角即工件的垂直度,工件的正角影響到工件各尺寸精度的保証,在加工中極其重要
在精密模具零件加工中,工件的垂直度經常要求達到0
002mm以內,因此用傳統的直角尺比測來檢驗加工的方法已不能滿足需要
要想達到高的垂直度要求,必須要有一种技高一等的方法
正角研磨的方法1)手工研磨正角一
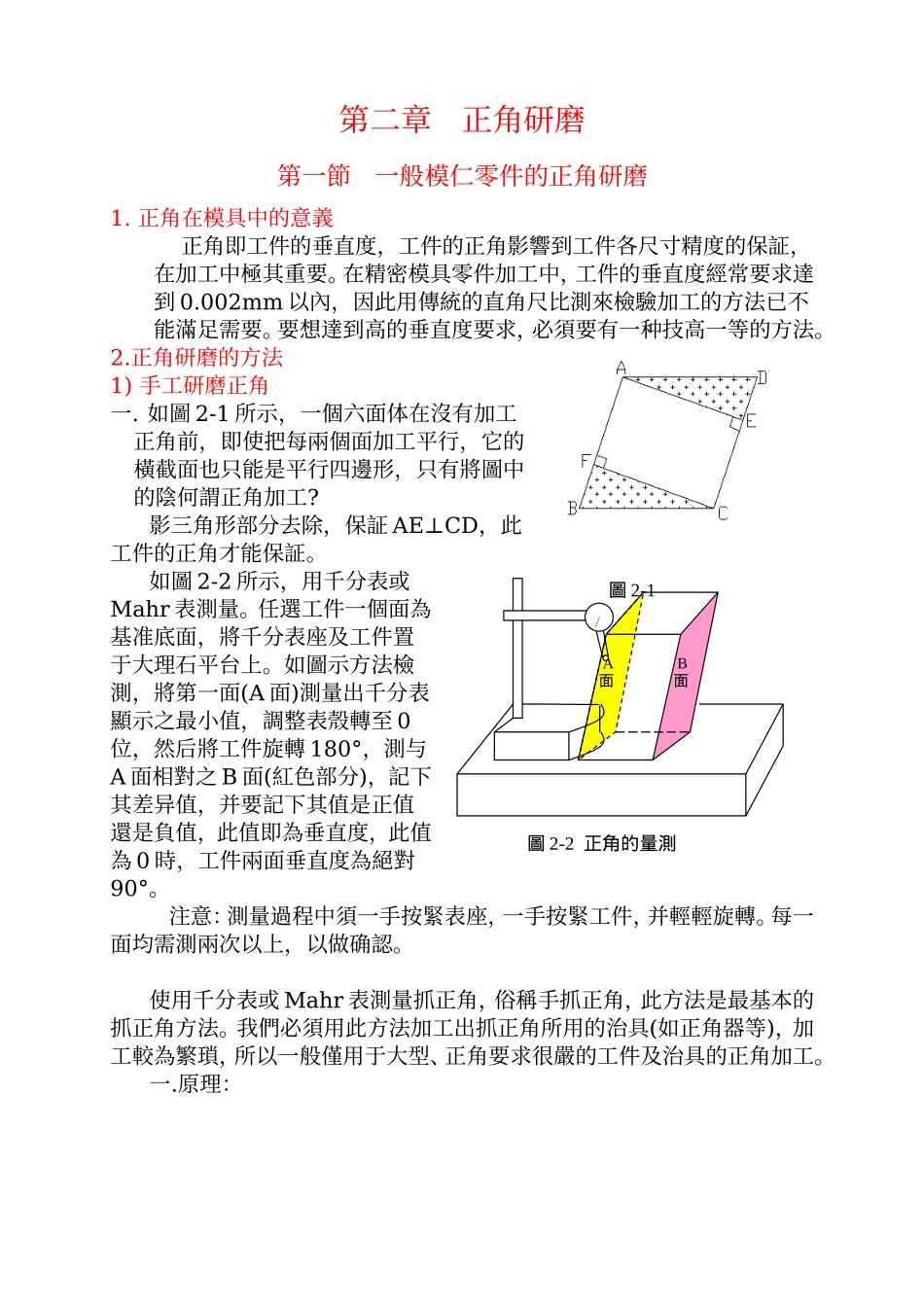
如圖2-1所示,一個六面体在沒有加工正角前,即使把每兩個面加工平行,它的橫截面也只能是平行四邊形,只有將圖中的陰何謂正角加工
影三角形部分去除,保証AE⊥CD,此工件的正角才能保証
如圖2-2所示,用千分表或Mahr表測量
任選工件一個面為基准底面,將千分表座及工件置于大理石平台上
如圖示方法檢測,將第一面(A面)測量出千分表顯示之最小值,調整表殼轉至0位,然后將工件旋轉180°,測与A面相對之B面(紅色部分),記下其差异值,并要記下其值是正值還是負值,此值即為垂直度,此值為0時,工件兩面垂直度為絕對90°
注意:測量過程中須一手按緊表座,一手按緊工件,并輕輕旋轉
每一面均需測兩次以上,以做确認
使用千分表或Mahr表測量抓正角,俗稱手抓正角,此方法是最基本的抓正角方法
我們必須用此方法加工出抓正角所用的治具(如正角器等),加工較為繁瑣,所以一般僅用于大型、正角要求很嚴的工件及治具的正角加工
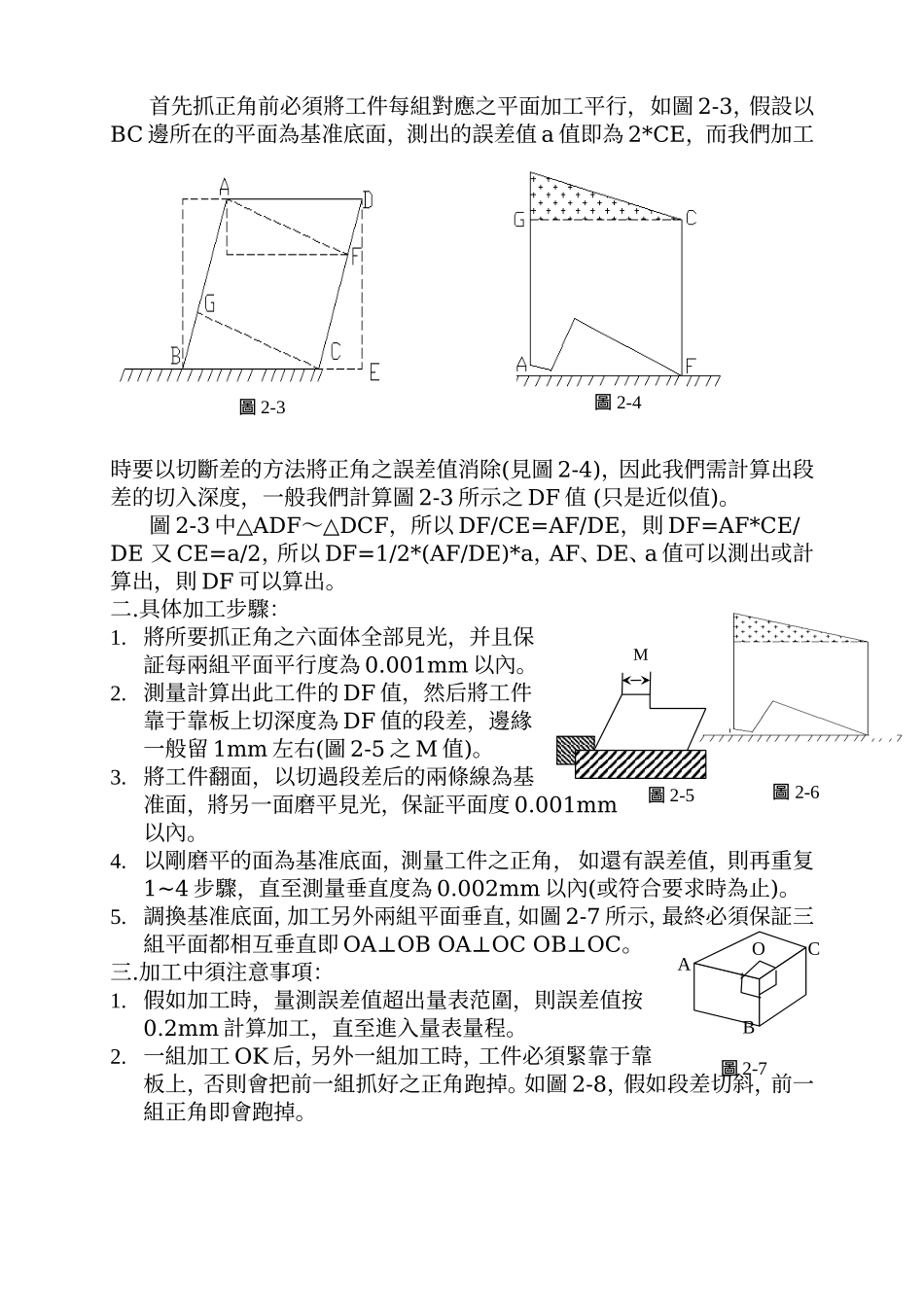
原理:圖2-1A面B面圖2-2正角的量測圖2-6首先抓正角前必須將工件每組對應之平面加工平行,如圖2-3,假設以BC邊所在的平面為基准底面,測出的誤差值a值即為2*CE,而我們加工時要以切斷差的方法將正角之誤差值消除(見圖2-4),因此我們需計算出段差的切入深度,一般我們計算圖2-3所示之DF值(只是近似值)
圖2-3△中ADF△〜DCF,所以DF/CE=AF/DE,則DF=AF*CE/DE又CE=a/2,所以DF=1/2*(AF/DE)