部门Department版本号Version保密级别Secrecylevel更新日期Date部门Department版本号Version保密级别Secrecylevel更新日期Date2012
01内部级AFAF200-459J200-459J轴承盖厚度轴承盖厚度24-0
5尺寸超差尺寸超差2前言XXXX自从参加了质量促进活动之后,员工的质量意识大大的提高了
运用本线自创的《八步走》方法,解决了这一质量问题
近日,AF200-4号夹具459J在送测三坐标测量出上下两端厚度尺寸不一致,一端厚度24-0
5尺寸超差30丝的质量问题
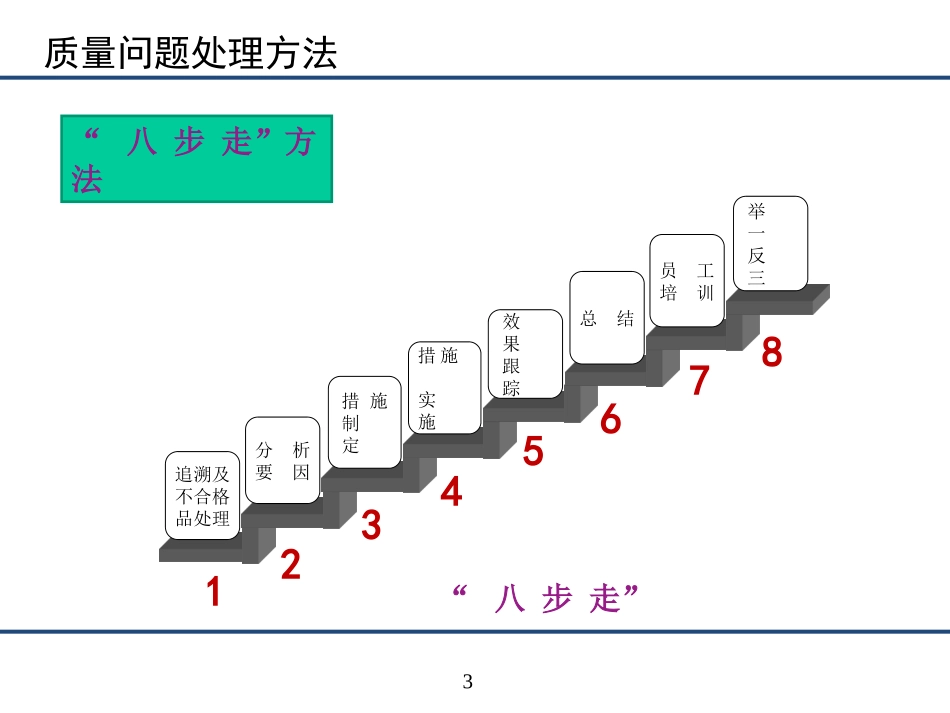
3质量问题处理方法追溯及不合格品处理总结效果跟踪措施实施措施制定分析要因员工培训举一反三“八步走”方法12345678“八步走”4※发现问题(一)2012年2月AF200-459J加工厚度有一端24-0
5尺寸小超差30丝
459J超差工件图5※发现问题(二)夹具定位面和加紧位置
459J毛坯外形缺陷
简单的分析原因6※发现问题(三)用游标卡尺测量24-0
5尺寸的方法规范测量
平时我们检验只是对459J厚度一端进行测量导致尺寸数据的片面性,而两端尺寸产生误差时,误差不大不容易被目测发现从而埋下质量隐患,对工件两端的厚度都规范测量很有必要
上端下端7一
不合格品追溯按照不合格品追溯标准进行追溯人员追溯图追溯了当班和前一班次所有生产的459J轴承盖发现不合格品0件
原因分析原因是或否毛坯外形否夹具基准面磨损否夹具夹紧位置否夹具夹紧力否刀具刀片否机床加工基准否程序走刀位置否操作工零件摆放不当否夹具夹紧后零件未夹紧否夹具基准面有细小铝屑粘连是9二
确定原因操作原因机床原因操作工对零件装夹前夹具基准面的清洁程度检查力度不够,而注重零件夹紧后是否夹紧而导致撞刀撞机的检查,得不偿失
冷却液冲屑能力不足,细小的铝屑在夹具基准面和弹簧之间