脉冲增量插补特点用平行于坐标轴的单位长度直线段或其合成线段逼近被插补曲线(基本数控曲线)
每完成一次插补运算,即向一轴或多轴发出单个进给脉冲,产生单位移动量
一个进给脉冲所产生的坐标轴移动量称为脉冲当量
各轴输出脉冲的合成频率决定了机床的合成进给速度
由于输出脉冲频率与插补算法的具体形式、插补运算频率、被插补线段长度等因素有关,因此要保证合成进给速度恒定需采取特殊措施
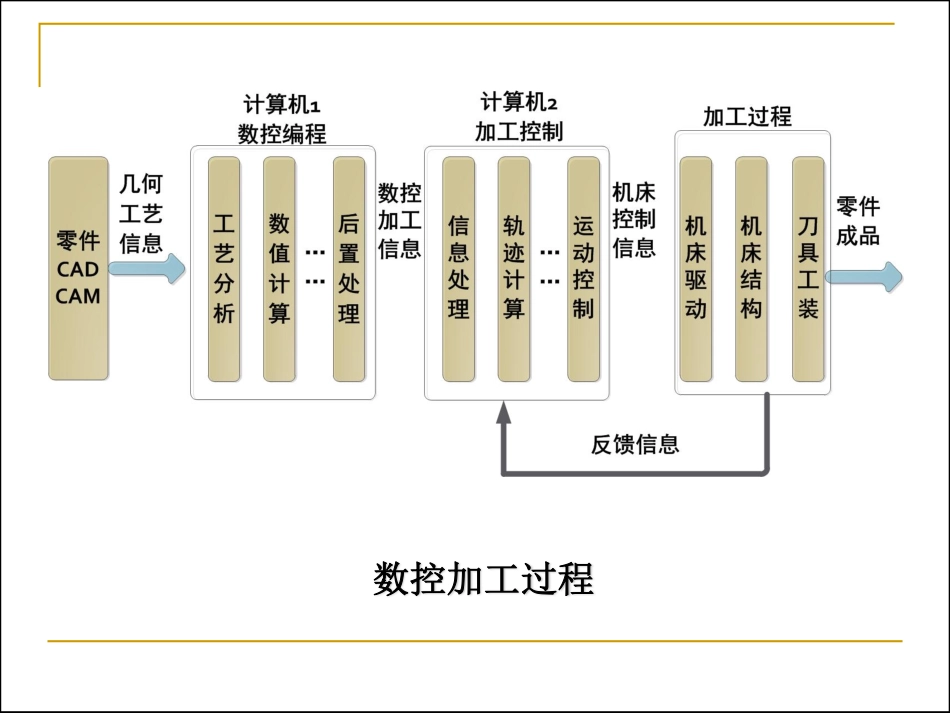
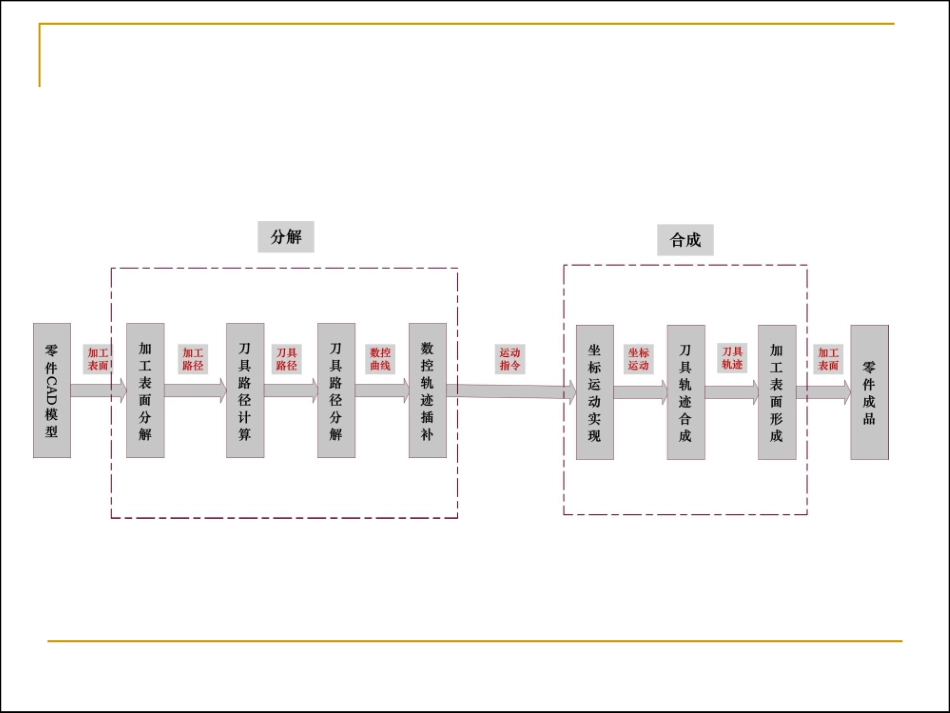
数控加工过程分解刀具运动路径的方法直接分解法函数逼近法直线逼近、圆弧逼近曲线拟合法圆弧拟合、双圆弧拟合、样条曲线拟合坐标运动的实现方法步进实现法插补每输出一个指令脉冲,机床运动部件就完成一次阶跃式步进运动
实际运行时,对应插补器输出的脉冲序列,机床运动部件将产生一系列的阶跃式步进运动
随着速度的提高,这种阶跃式步进运动将逐渐被运动部件的惯性所平滑,最后变为连续运动
连续实现法连续实现法的输入为数字量表示的坐标位移指令,输出为机床坐标的连续位移
连续实现法可由直流伺服电机、交流伺服电机、直线伺服电动机等实现
§2-2逐点比较法(代数运算法、醉步法)一、逐点比较法直线插补yoxA(xe,ye)脉冲当量δ相对于每个脉冲信号,机床移动部件的位移,常见的有:0
005mm0
001mm逐点比较法1
基本原理每次仅向一个坐标轴输出一个进给脉冲;每走一步都要和给定轨迹比较一次,根据比较结果来决定下一步的进给方向,使刀具向减小偏差的方向并趋向终点移动
即如果加工点走到图形外面去,那么下一步就要向图形里面走;如果加工点在图形里面,那么下一步就要向图形外面走,以缩小偏差
得到一个接近规定图形的轨迹
特点:运算直观,插补误差不大于一个脉冲当量,脉冲输出均匀,调节方便
§2-2逐点比较法一、逐点比较法直线插补每进给一步需要四个节拍:坐标进给偏差判别新偏差计算终点比较§2-2逐点比较法一、逐