第二章焊接热过程内容简介2
1焊接热源及温度场焊接热源的种类及特征焊接过程的热效率焊接温度场2
2焊接热循环焊接热循环的主要参数及特点多层焊的焊接热循环影响热循环的参数2
3金属的熔化及焊接熔池的形成过程金属的加热、金属的熔化、金属的过渡;焊接熔池的形状和尺寸、熔池的质量和存在的时间熔池的温度、熔池中流体的运动状态2
1焊接热源及温度场2
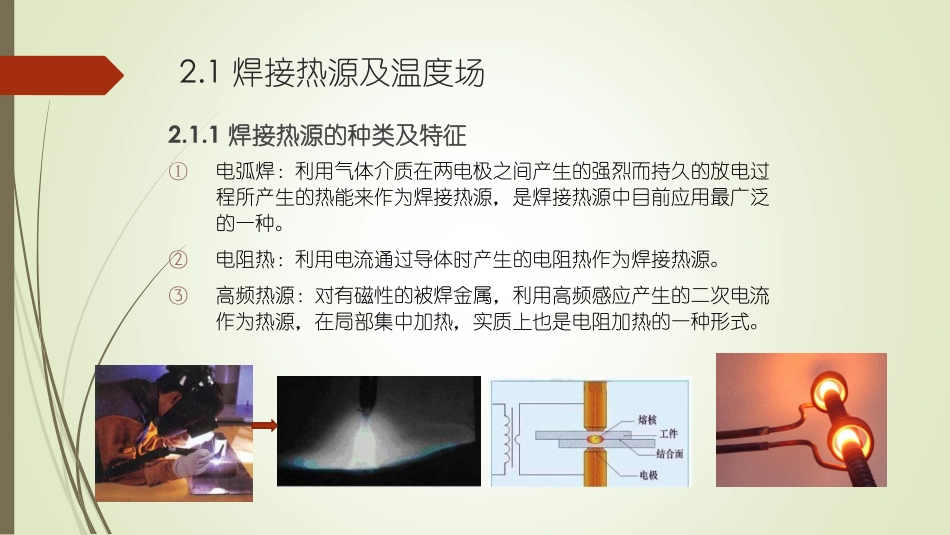
1焊接热源的种类及特征①电弧焊:利用气体介质在两电极之间产生的强烈而持久的放电过程所产生的热能来作为焊接热源,是焊接热源中目前应用最广泛的一种
②电阻热:利用电流通过导体时产生的电阻热作为焊接热源
③高频热源:对有磁性的被焊金属,利用高频感应产生的二次电流作为热源,在局部集中加热,实质上也是电阻加热的一种形式
1焊接热源的种类及特征焊接热源的种类及特征④电子束:高压高速的电子束轰击金属表面产生的热量作为热源
⑤激光束:经聚焦产生能量高度集中的激光束作为热源
⑥等离子焰:电弧放电或高频放电产生高度电离的离子流作为焊接热源
⑦化学热:利用可燃气体(氧、乙炔)的燃烧热或热剂(铝粉、氧化铁)反应热作为焊接热源
⑧摩擦热:利用机械摩擦所产生的热量
2C2H2+5O2→4CO2+2H2O+Q2Al+Fe2O3=Al2O3+2Fe+Q2
1焊接热源的种类及特征MIG,CO2气体保护焊2
2焊接过程的热效率热效率(加热功率有效系数):=𝑄𝑄0其中:Q-有效加热工件的热量;Q0-热源所提供的热量①电弧的热效率:电弧功率:Q0=UI,U-电弧电压;I-电弧电流有效功率:Q=UI电弧焊时热量分配2
2焊接过程的热效率(cont’d)②电子束的热效率:能量集中,热损失少③激光的热效率:取决于工件对激光的吸收程度工件吸收的热量:熔化金属形成焊缝;母材近缝区温度升高以致发生组织变化形成组织和性能有别于母材的热