第7章粗纱*粗纱概述*加捻原理*粗纱卷绕7
1粗纱(翼锭纺纱)概述7
1粗纱的任务(P163)7
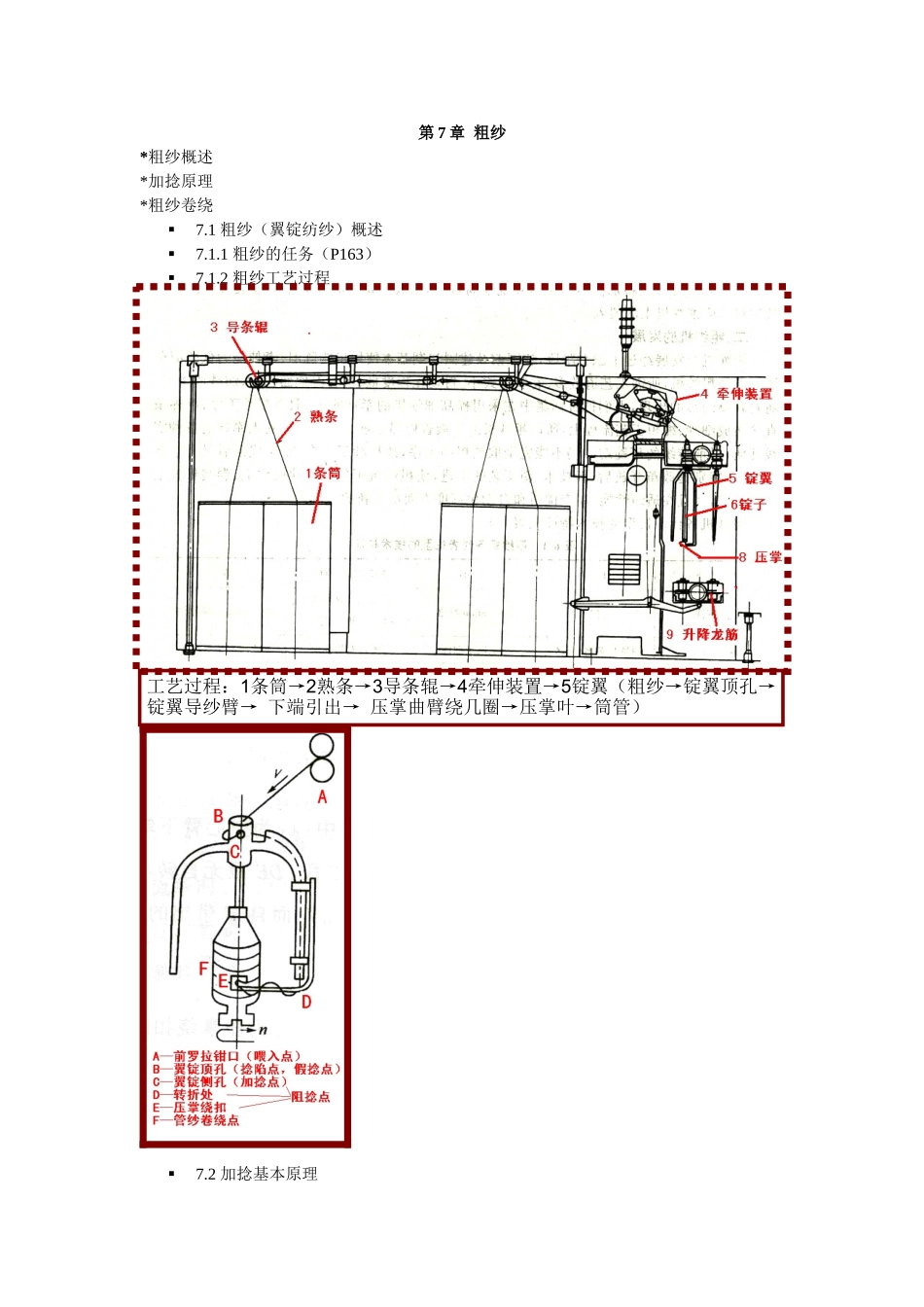
2粗纱工艺过程7
2加捻基本原理工艺过程:1条筒→2熟条→3导条辊→4牵伸装置→5锭翼(粗纱→锭翼顶孔→锭翼导纱臂→下端引出→压掌曲臂绕几圈→压掌叶→筒管)7
1加捻基本概念(一)加捻:加捻就是对纱条进行轴向扭搓,使其纤维呈某种空间类螺旋扭捻状的过程
(二)加捻的种类:真捻:经加捻加工过程中的中间制品和加工后的制品都获得真正捻度假捻:加捻过程中对纱条进行扭搓,但其制品并未获得捻度(三)加捻的目的(1)使成纱获得一定的强度;(2)使纱条在纺纱过程中得以正常进行;(3)使成纱结构多样化;(诸如成纱结构有卷捻/实捻/层捻)(4)丰富成线或成纱后制品的外观风格与内在品质
2加捻实质(略)7
3真捻的度量(P166-P168简)(一)捻度(二)捻系数(三)捻幅(四)捻度矢量(捻向)7
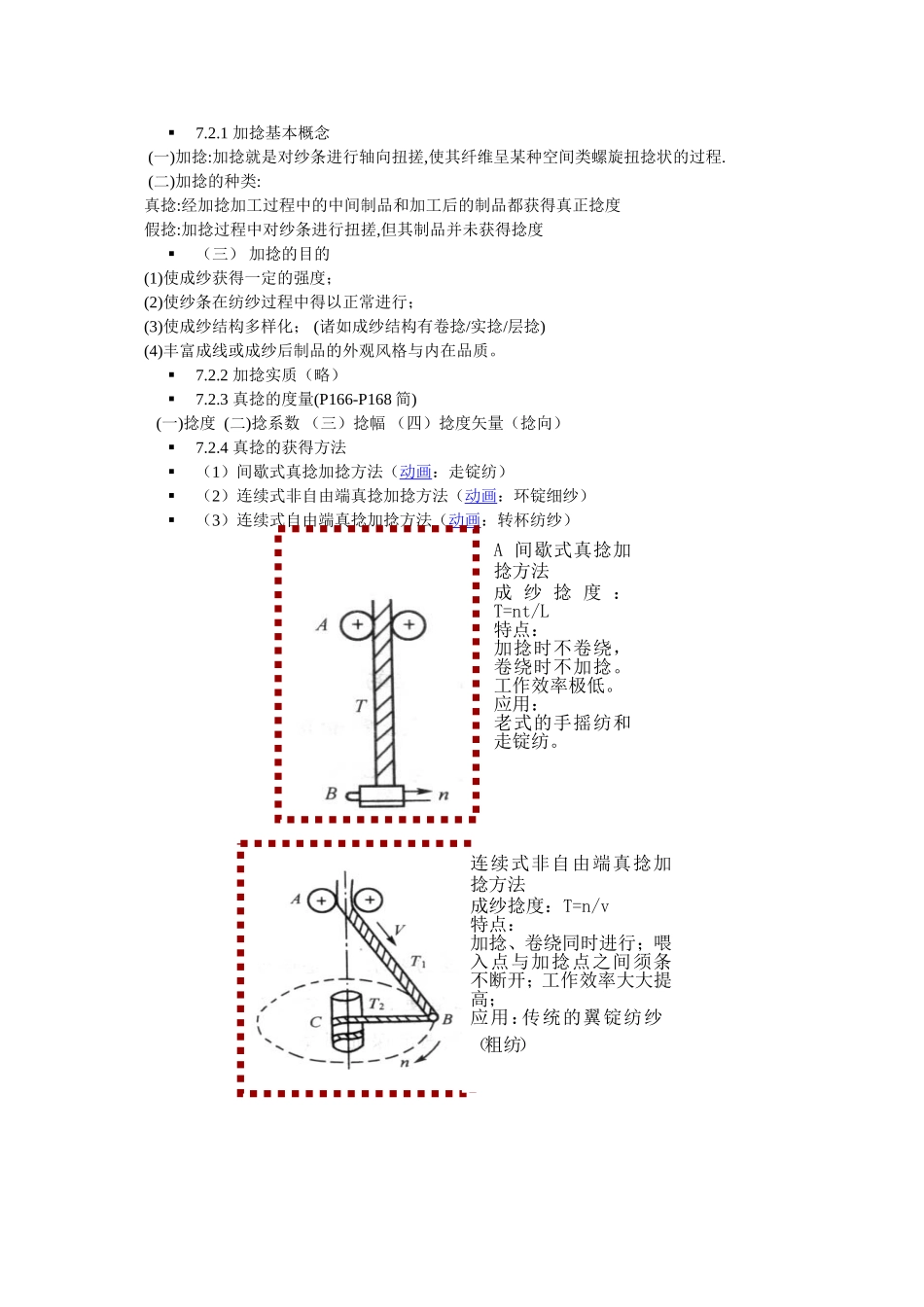
4真捻的获得方法(1)间歇式真捻加捻方法(动画:走锭纺)(2)连续式非自由端真捻加捻方法(动画:环锭细纱)(3)连续式自由端真捻加捻方法(动画:转杯纺纱)A间歇式真捻加捻方法成纱捻度:T=nt/L特点:加捻时不卷绕,卷绕时不加捻
工作效率极低
应用:老式的手摇纺和走锭纺
连续式非自由端真捻加捻方法成纱捻度:T=n/v特点:加捻、卷绕同时进行;喂入点与加捻点之间须条不断开;工作效率大大提高;应用:传统的翼锭纺纱(粗纺)和环锭纺纱(细纱)7
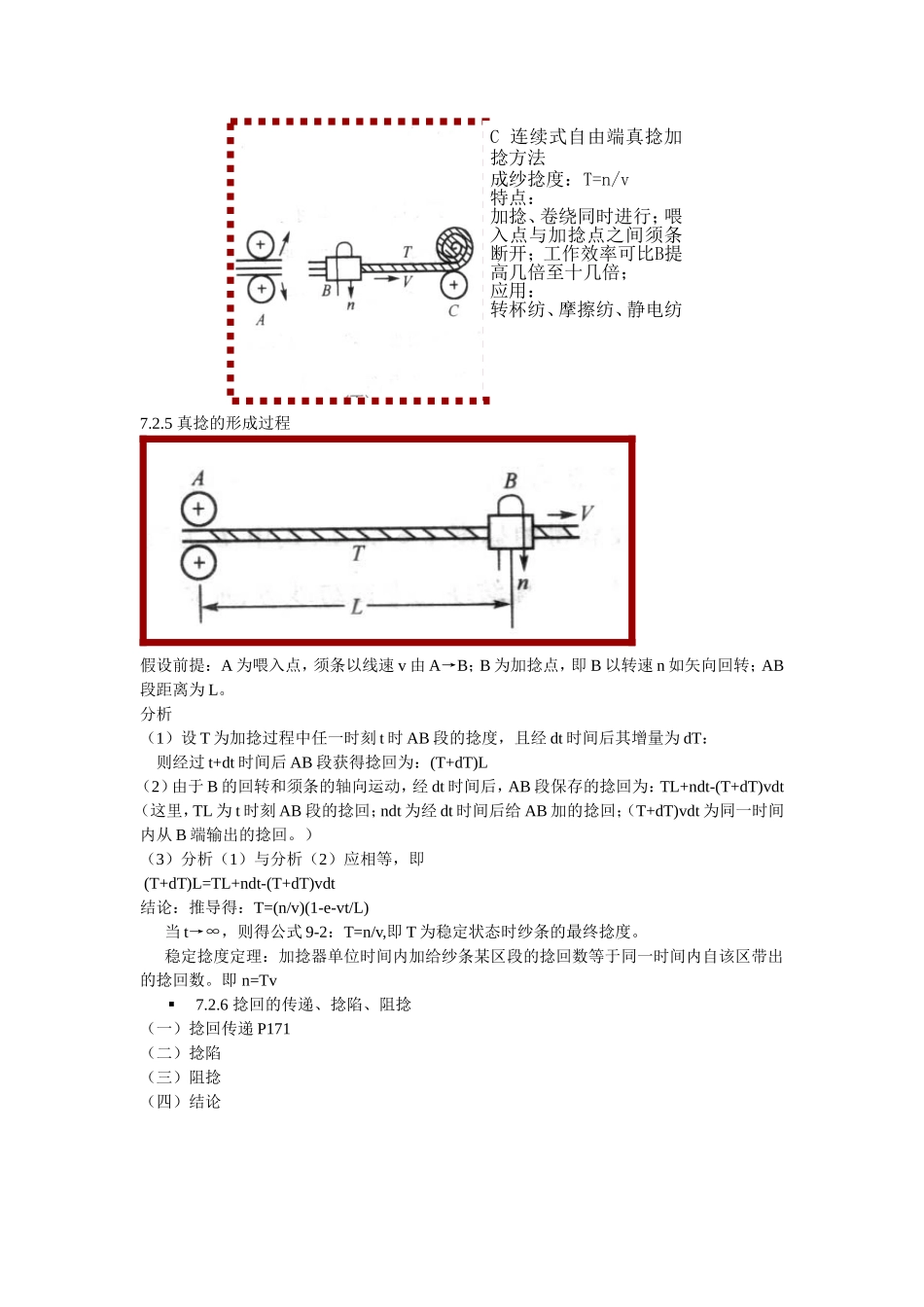
5真捻的形成过程假设前提:A为喂入点,须条以线速v由A→B;B为加捻点,即B以转速n如矢向回转;AB段距离为L
分析(1)设T为加捻过程中任一时刻t时AB段的捻度,且经dt时间后其增量为dT:则经过t+dt时间后AB段获得捻回为:(T+dT)L(2)由于B的回转和须条的轴向运动,经dt时间后,AB段保存的捻回为:TL+