第24卷第6期应用激光Vol
62004年12月APPLIEDLASERDecember2004Ξ镀锌板激光填丝钎焊3封小松陈彦宾李俐群周善宝(现代焊接生产技术国家重点实验室,哈尔滨工业大学,哈尔滨150001)提要镀锌板以其优良的抗腐蚀性能而大量应用于汽车工业中,由于锌的熔点和气化温度较低,在焊接加热过程中极易挥发,从而导致气孔、裂纹等焊接缺陷,给镀锌板的焊接带来很大问题
激光填丝钎焊的低热输入与小加热区域的特点可有效解决镀锌板焊接的上述问题
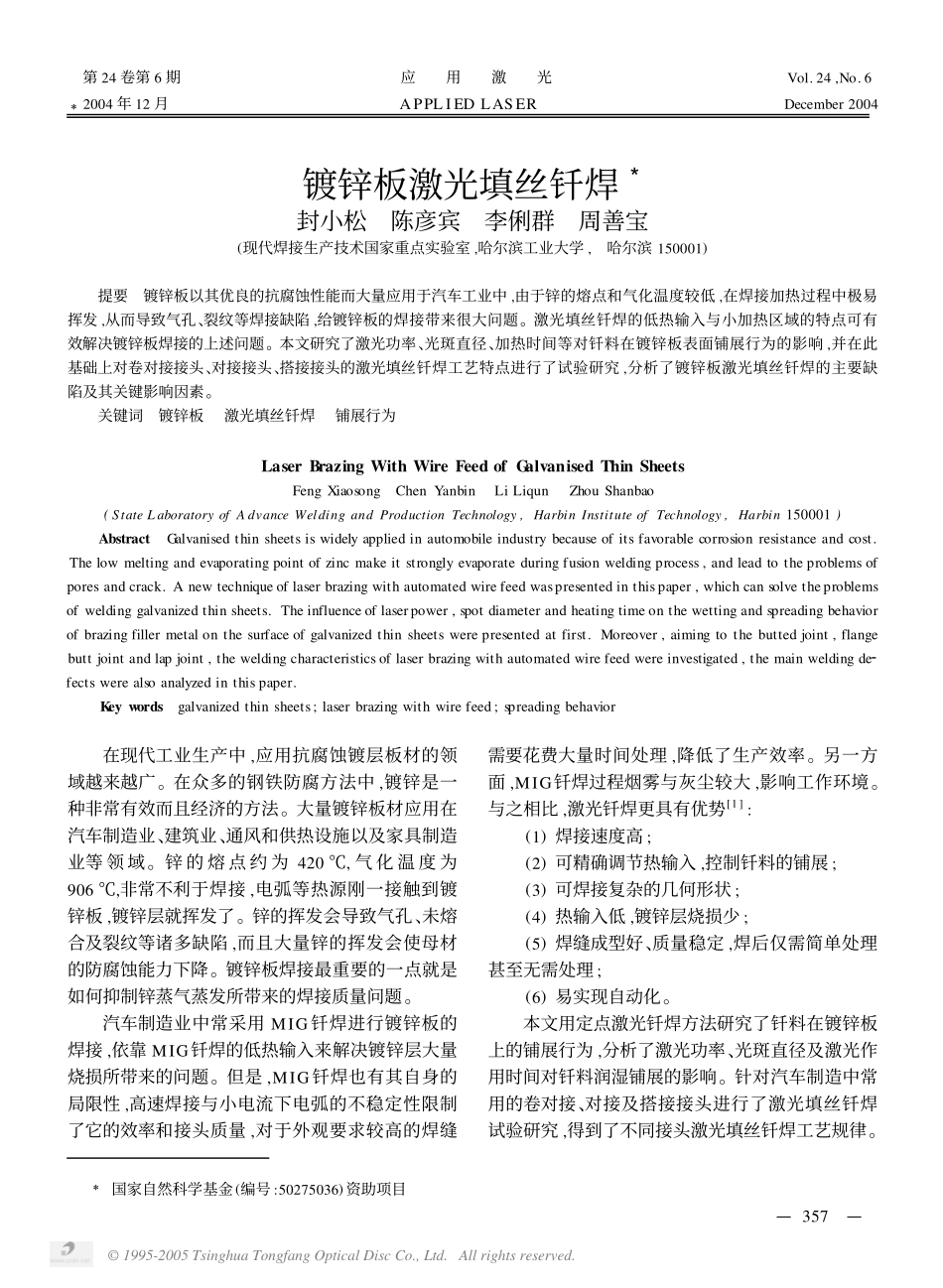
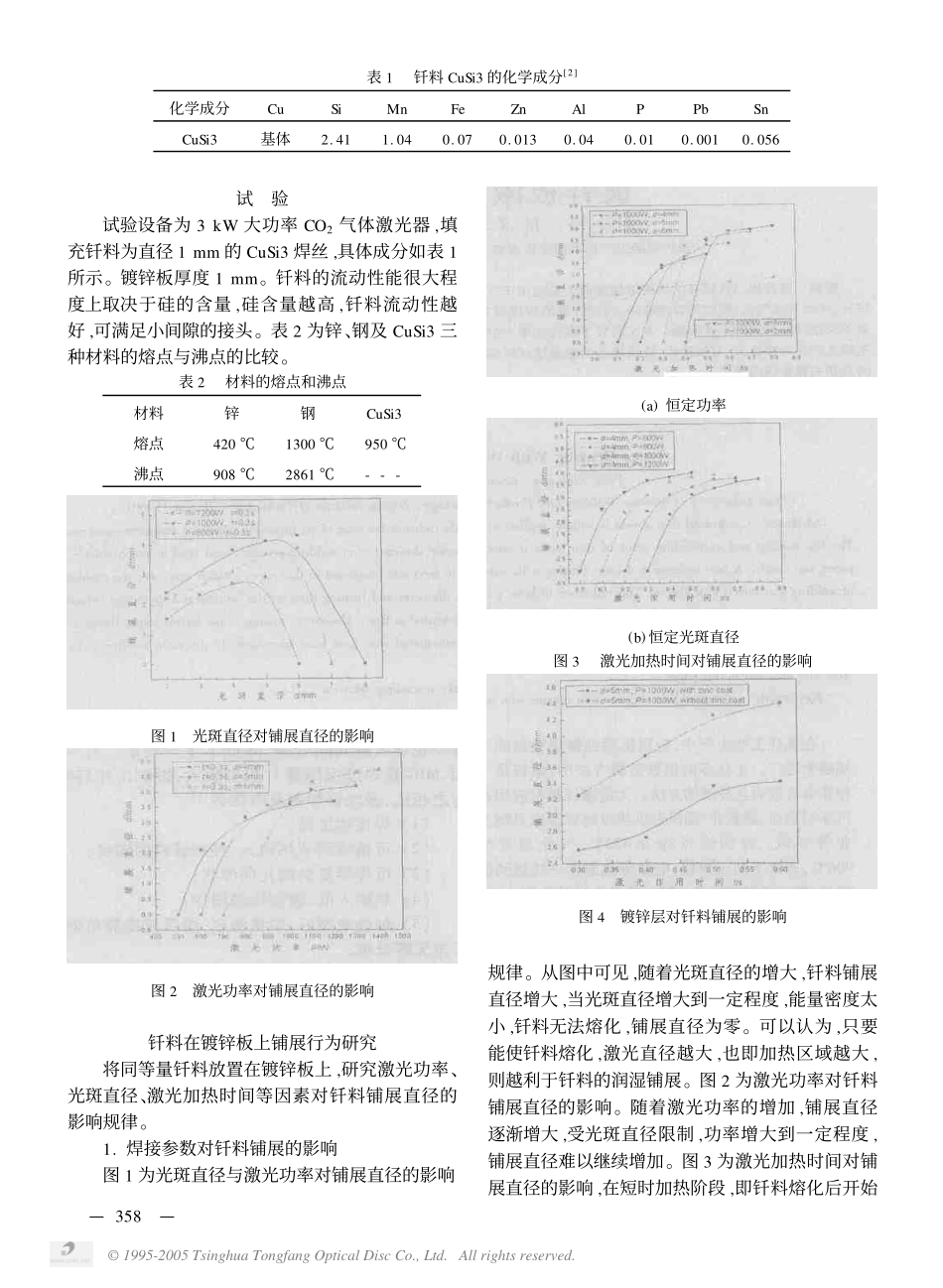
本文研究了激光功率、光斑直径、加热时间等对钎料在镀锌板表面铺展行为的影响,并在此基础上对卷对接接头、对接接头、搭接接头的激光填丝钎焊工艺特点进行了试验研究,分析了镀锌板激光填丝钎焊的主要缺陷及其关键影响因素
关键词镀锌板激光填丝钎焊铺展行为LaserBrazingWithWireFeedofGalvanisedThinSheetsFengXiaosongChenYanbinLiLiqunZhouShanbao(StateLaboratoryofAdvanceWeldingandProductionTechnology,HarbinInstituteofTechnology,Harbin150001)AbstractGalvanisedthinsheetsiswidelyappliedinautomobileindustrybecauseofitsfavorablecorrosionresistanceandcost
Thelowmeltingandevaporatingpointofzincmakeitstronglyevaporateduringfusionweldingprocess,andleadtotheproblemsofporesandcrack
Anewtechniqueoflaserbrazingwith