对激光焊接毛坯的综合要求1
1应用范围:等厚或不等厚钢板(0
12mm)的对缝焊接
2对激光焊接的评估是基于ISO13919-1
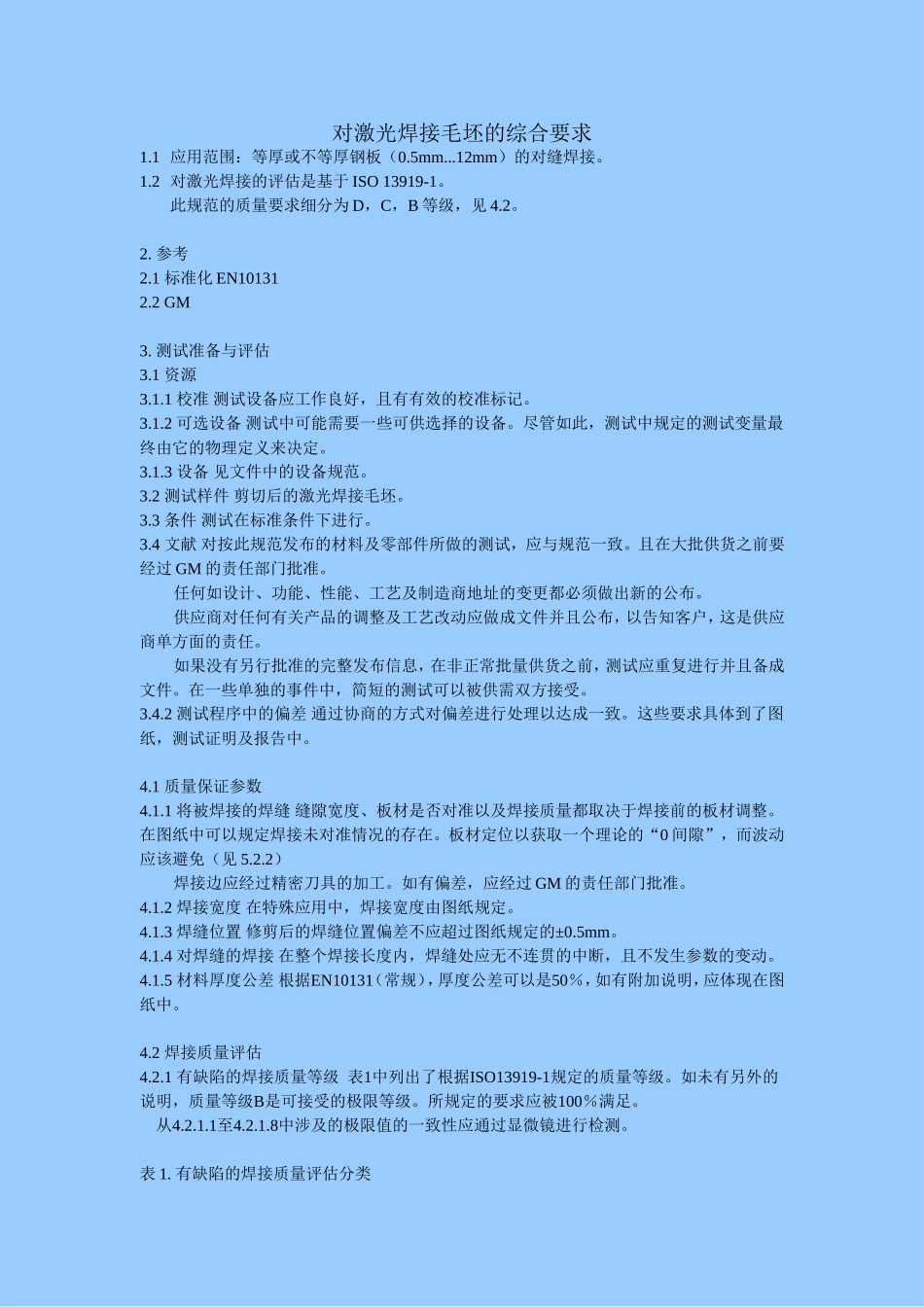
此规范的质量要求细分为D,C,B等级,见4
1标准化EN101312
测试准备与评估3
1校准测试设备应工作良好,且有有效的校准标记
2可选设备测试中可能需要一些可供选择的设备
尽管如此,测试中规定的测试变量最终由它的物理定义来决定
3设备见文件中的设备规范
2测试样件剪切后的激光焊接毛坯
3条件测试在标准条件下进行
4文献对按此规范发布的材料及零部件所做的测试,应与规范一致
且在大批供货之前要经过GM的责任部门批准
任何如设计、功能、性能、工艺及制造商地址的变更都必须做出新的公布
供应商对任何有关产品的调整及工艺改动应做成文件并且公布,以告知客户,这是供应商单方面的责任
如果没有另行批准的完整发布信息,在非正常批量供货之前,测试应重复进行并且备成文件
在一些单独的事件中,简短的测试可以被供需双方接受
2测试程序中的偏差通过协商的方式对偏差进行处理以达成一致
这些要求具体到了图纸,测试证明及报告中
1质量保证参数4
1将被焊接的焊缝缝隙宽度、板材是否对准以及焊接质量都取决于焊接前的板材调整
在图纸中可以规定焊接未对准情况的存在
板材定位以获取一个理论的“0间隙”,而波动应该避免(见5
2)焊接边应经过精密刀具的加工
如有偏差,应经过GM的责任部门批准
2焊接宽度在特殊应用中,焊接宽度由图纸规定
3焊缝位置修剪后的焊缝位置偏差不应超过图纸规定的±0
4对焊缝的焊接在整个焊接长度内,焊缝处应无不连贯的中断,且不发生参数的变动
5材料厚度公差根据EN10131(常规),厚度公差可以是50%,如有附加说明,应体现