空调器外观件的涂装1前言空调室外机在户外使用,金属外壳的表面涂层常年经受紫外线照射、雨水冲刷和酸雾侵蚀;室内和室外机使用的塑料件同样受光照、氧气和工业废气的侵蚀
如果不对这些部件进行耐候处理,如将金属件喷上耐候粉末涂层、将塑料件喷涂耐候漆膜或选用耐候树脂注塑,这些部件的涂层或塑料基材很容易老化而褪色、失光和粉化脱落,甚至腐蚀金属基体,影响空调器的寿命
此外,如果清洁剂选用不当,腐蚀介质也会侵蚀塑料、涂层甚至穿透涂膜而破坏基材
因此,除了严格选择空调外观件的结构材料,还要选用合适的清洁剂及严格控制涂装工艺
本文就空调外观件的涂饰及清洁剂的选用作一简要介绍,供同行参考
2空调器外观件的涂饰2
1涂装方式空调器的钣金件较多,主要外观件有外壳、底座、侧板和箱体,这些部件可以用三种方式涂装:①冷轧钢板电泳喷粉,底漆涂层厚度15-20μm,粉层厚度≥50μm;②镀锌钢板喷粉,粉层厚度≥60μm;③冷轧钢板双面喷粉,正面粉层厚度≥60μm,背面粉层厚度≥40μm
柜机室内机涂装使用环氧聚酯粉、室外机使用纯聚酯粉、阴极电泳采用环氧树脂漆,镀锌板可用电镀锌板或光整锌花热浸锌板
涂层的耐蚀性以①法最佳,因其底漆涂层为电沉积环氧树脂膜,涂层致密,均匀连续,无死角、无漏涂的缺陷
科龙公司采用①法生产,每年型式试验抽检涂层耐蚀性全部达到国标要求
电镀锌板喷粉成本较高,冷轧板双面喷粉效率低,均不及①法可取
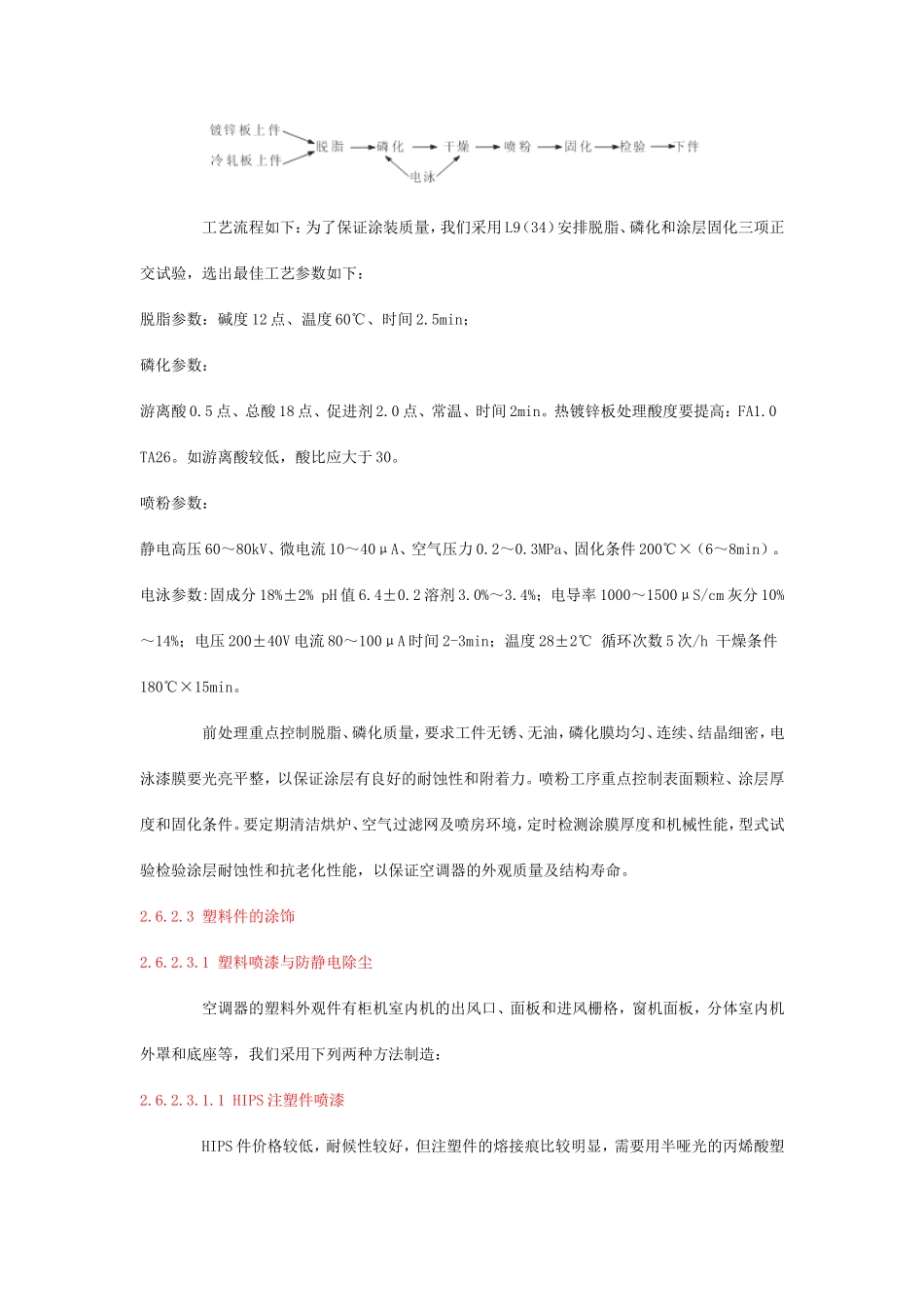
2纯聚酯粉涂装工艺工艺流程如下:为了保证涂装质量,我们采用L9(34)安排脱脂、磷化和涂层固化三项正交试验,选出最佳工艺参数如下:脱脂参数:碱度12点、温度60℃、时间2
5min;磷化参数:游离酸0
5点、总酸18点、促进剂2
0点、常温、时间2min
热镀锌板处理酸度要提高:FA1
如游离酸较低,酸比应大于30
喷粉参数:静电高压60~80kV、微电流10