焊接工艺评定报告编号:2014-004焊接工艺评定项目:T型角焊缝CO2气体保护焊焊接工艺评定材质:Q345E——Q345E编制:审核:批准:实施单位:金川集团机械制造有限公司2014年5月焊接工艺评定目录序号内容页数1焊接工艺评定任务书12预焊接工艺规程23焊接工艺评定报告34焊评试验施焊记录表15外观和无损检测记录表16力学性能检验记录表17硬度、金相、角焊缝、焊缝化学成分检验记录表18无损检测报告19金相检验报告310材料质量证明书211焊工资质证书1金川集团机械制造有限公司焊接工艺评定任务书产品名称及编号:工艺评定编号:2014-004母材板材管材牌号Q345E/规格δ=30/焊材焊条焊丝焊剂型号/ER50-6/规格/φ1
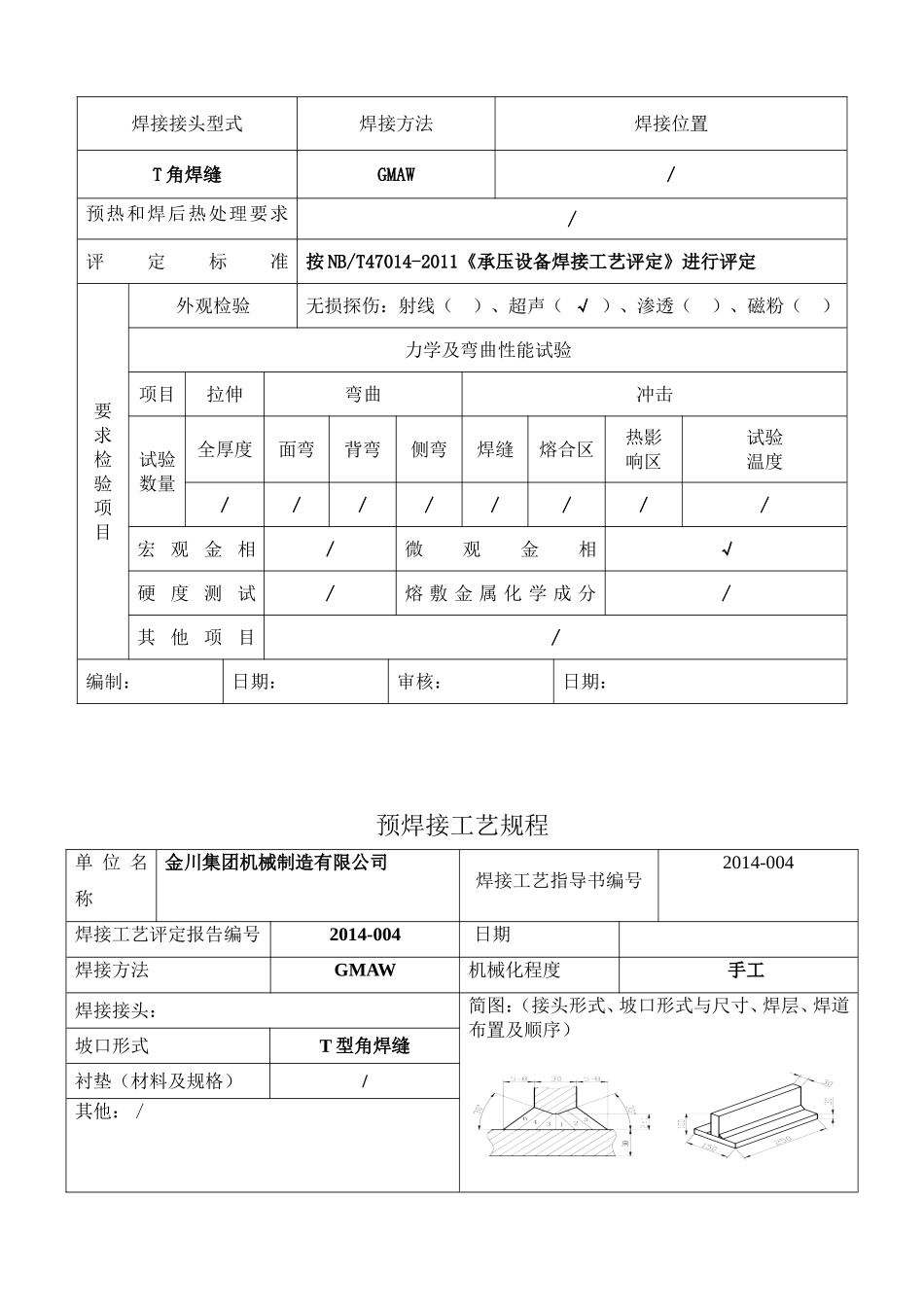
2/焊接接头型式焊接方法焊接位置T角焊缝GMAW/预热和焊后热处理要求/评定标准按NB/T47014-2011《承压设备焊接工艺评定》进行评定要求检验项目外观检验无损探伤:射线()、超声(√)、渗透()、磁粉()力学及弯曲性能试验项目拉伸弯曲冲击试验数量全厚度面弯背弯侧弯焊缝熔合区热影响区试验温度////////宏观金相/微观金相√硬度测试/熔敷金属化学成分/其他项目/编制:日期:审核:日期:预焊接工艺规程单位名称金川集团机械制造有限公司焊接工艺指导书编号2014-004焊接工艺评定报告编号2014-004日期焊接方法GMAW机械化程度手工焊接接头:简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式T型角焊缝衬垫(材料及规格)/其他:/母材:类别号Fe-1组别号Fe-1-2与类别号Fe-1组别号Fe-1-2相焊及标准号GB/T1591钢号Q345E与标准号GB/T1591钢号Q345E相焊厚度范围:母材对接焊缝5~60mm角焊缝不限管子直径、壁厚范围对接焊缝/角焊缝/焊缝金属厚度范围对接焊缝0~60mm角焊缝不限其他:允许返修焊、补