-1-第1章实验目的要求内容1
1实验目的1
能熟悉基于PLC控制的液压/气动系统开发流程,并设计一个具体的气动/液压控制系统
熟悉并掌握各种液压/气动元件的技术参数和使用方法
熟练掌握PLC的控制系统设计方法
能熟练使用梯形图编写液压系统的控制软件
搭建具体硬件(含油/气/电路)连接,并完成软硬件的联调
2实验器材计算机、液压泵、各种液压阀、油管、液压接头、PLC实验板、导线等
3实验要求自己设计零件的批量生产加工工艺流程方案,要求采用液压/气动系统作为动力部件,且不少于两个油缸,设计系统的工艺动作循环及系统控制油路/气路、电磁阀的得点顺序表、系统功能设计、PLC控制电路原理图、PLC编程及系统调试
4实验内容1
详细说明本次实验设计思路、方案,画出动作循环、系统油路、电磁阀的得点循序表、系统功能设计(手动/自动控制模式在操作)、PLC选型及控制电路原理图设计,并文字说明
详细说明PLC控制流程,确定输入/输出口,作I/O规划
设计PLC控制梯形图,要求有自锁、定时器、MC及MCR指令的应用
说明本次实验使用的传感器,与控制电路的接口
(说明你在实验中所做的具体工作内容,从实验中所学到具体专业知识,有何体悟
)第2章系统工艺设计2
1总体方案设计设计产品的加工工艺过程,首先设计一个具体产品的加工,画出零件图,根据零件图及其加工工艺要求,编制加工工艺过程
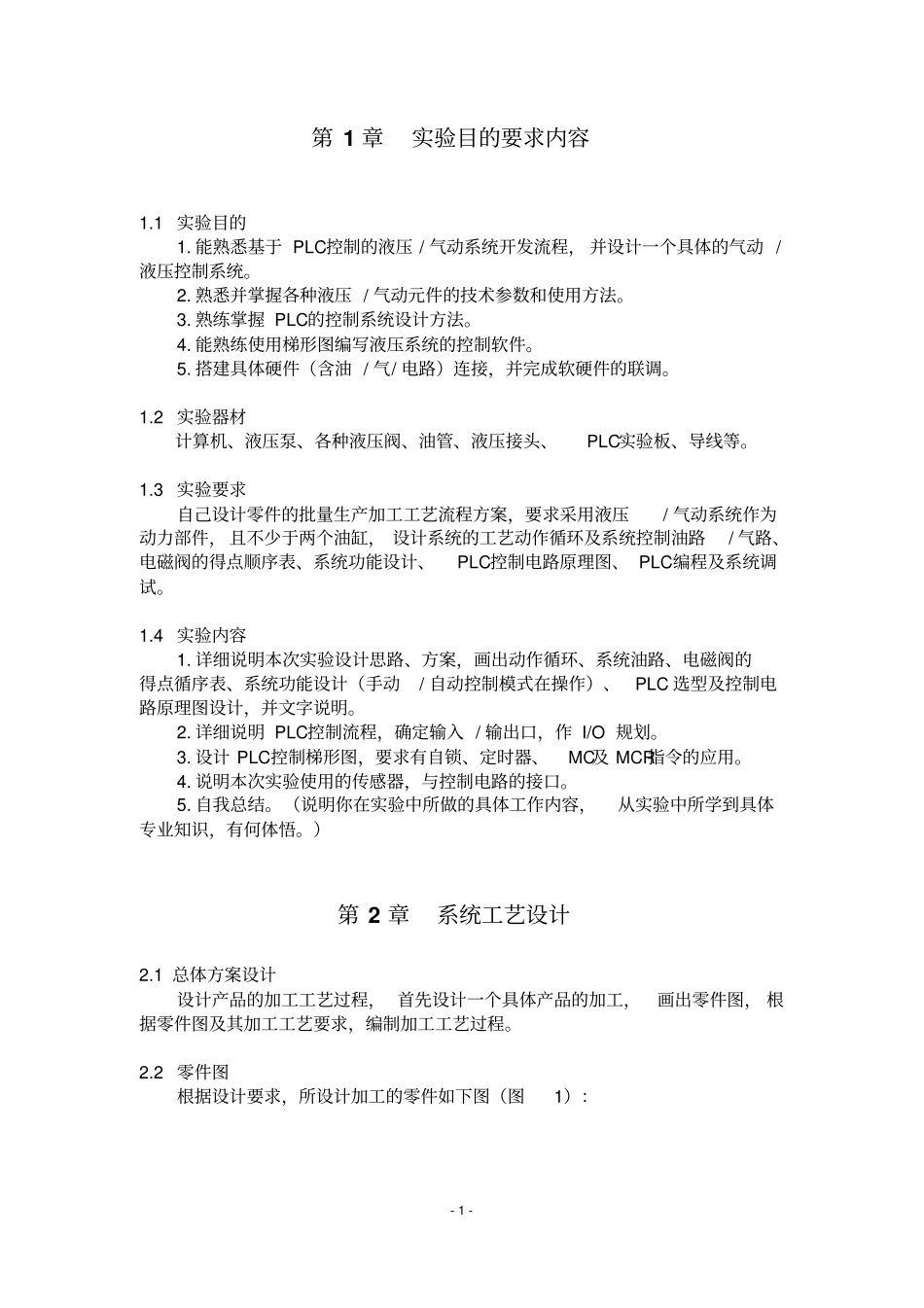
2零件图根据设计要求,所设计加工的零件如下图(图1):-2-图1工艺要求:1
毛坯大小不确定,要求保证加工台阶的精度
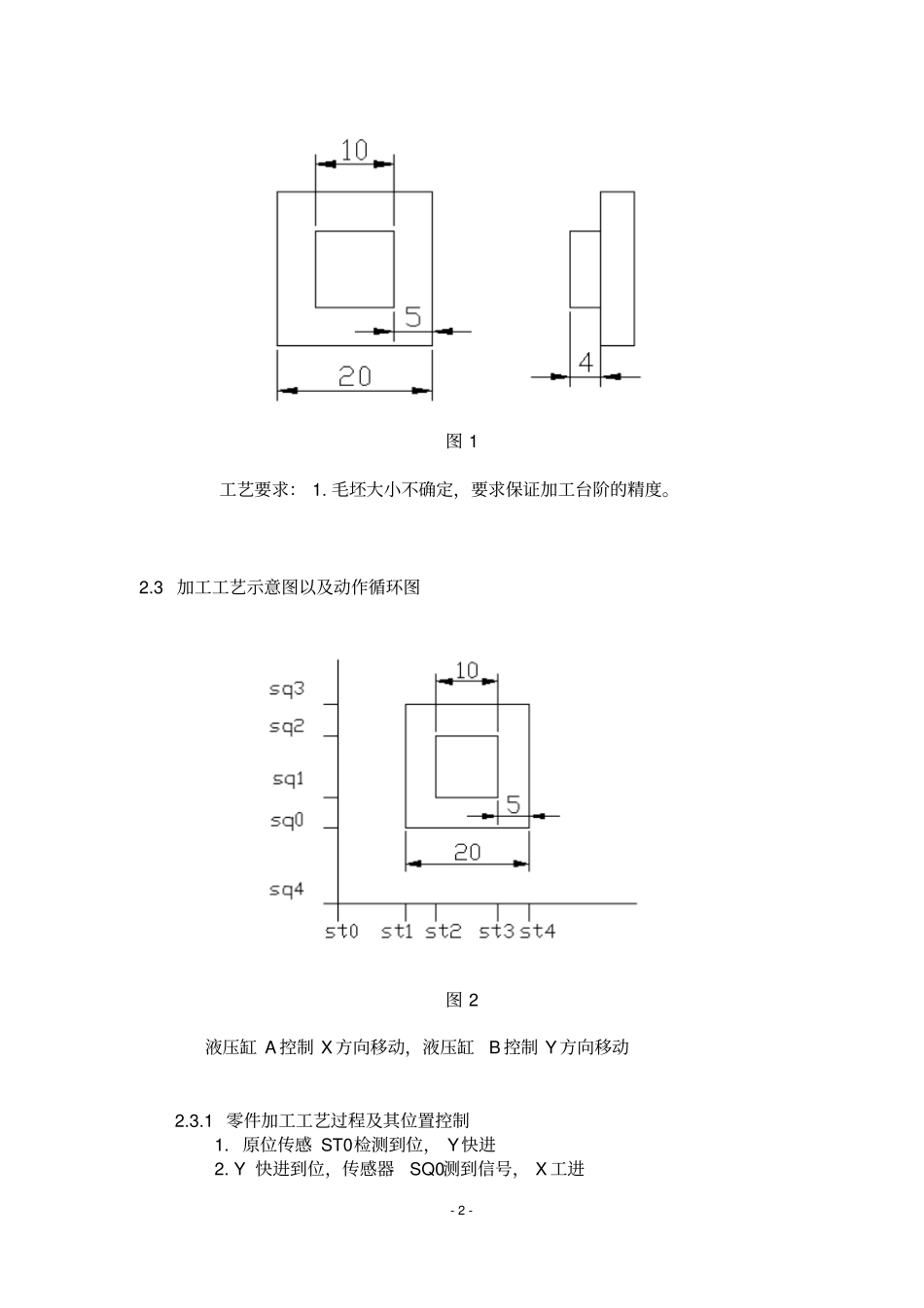
3加工工艺示意图以及动作循环图图2液压缸A控制X方向移动,液压缸B控制Y方向移动2
1零件加工工艺过程及其位置控制1
原位传感ST0检测到位,Y快进2
Y快进到位,传感器SQ0测到信号,X工进-3-3
X工进到位,传感器ST4测到信号,Y工进