数控铣削零件加工实训一、实验的目的和要求1
了解数控铣床的基本结构和加工特点;2
通过零件的加工实践,熟练掌握数控铣床的操作方法;3
掌握铣削过程中,数控加工工艺过程的处理;4
会用手工编程对铣削零件进行编程和加工
二.实验设备及刀具1
XKJ325-1数控铣床2.刀具:立铣刀3
量具:游标卡尺游标深度尺4
夹具:平口虎钳三
数控机床设备简介1、机床结构:主要由床身、铣头、横进给、升降台、冷却、润滑及电气等部分组成
XKJ325-1数控铣床配用GSK928型数控系统,对主轴和工作台纵横向进行控制,用户按照加工零件的尺寸及工艺要求,先编成零件的加工程控,最后完成各种几何形状的加工
2、机床的用途和加工特点:本机床适用于多品种中、小批量生产的零件,对各种复杂曲线的凸轮、孔、样板弧形糟等零件的加工效能尤为显著;该机床高速性能好,工作稳定可靠,定位精度和重复精度较高,不需要模具就能确保零件的加工精度,减少辅助时间,提高劳动生产率
3、数控铣床的主要技术参数数控机床的技术参数,反映了机床的性能及加工范围
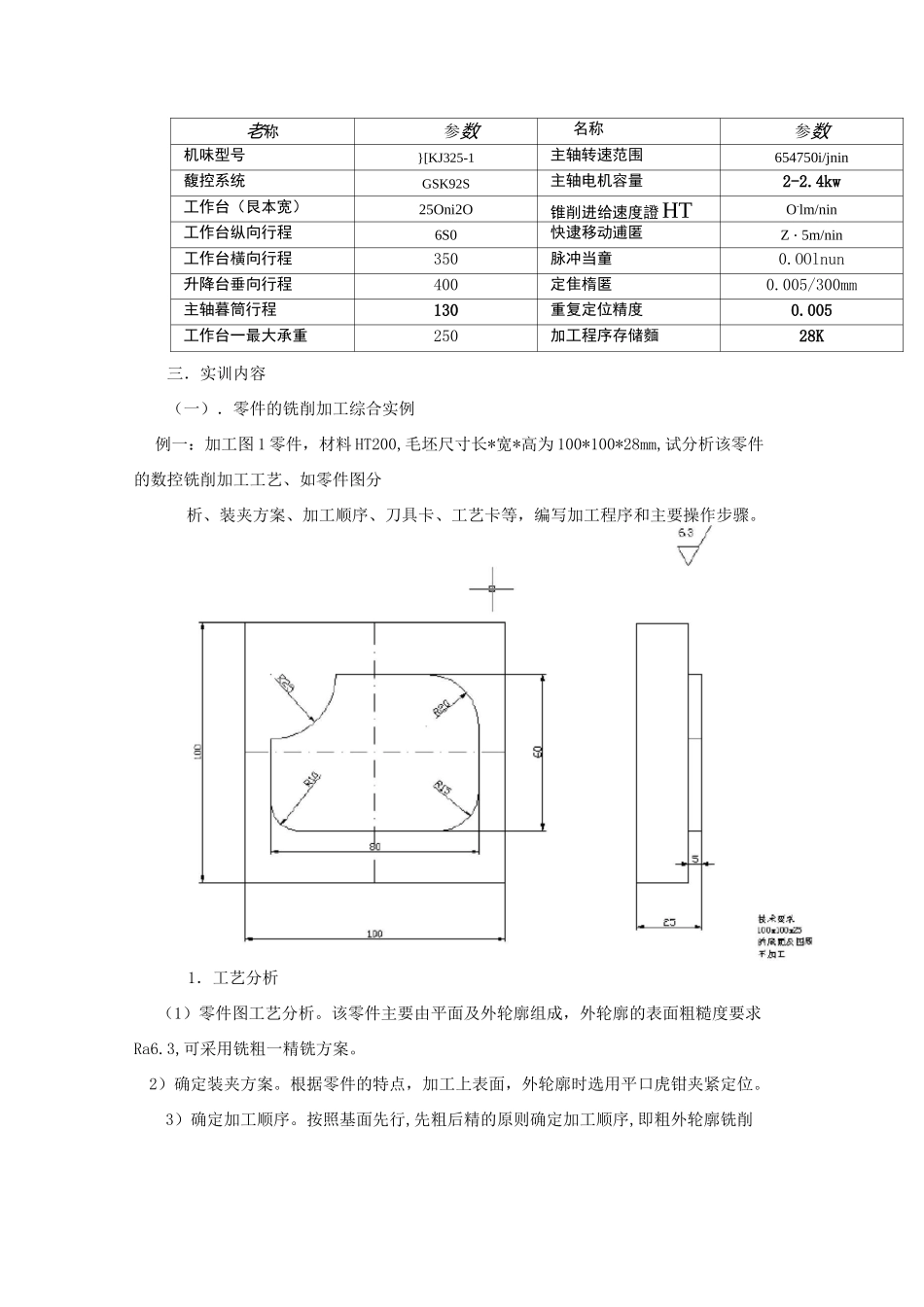
表1为XKJ325-1数控铣床的主要技术参数:表1XKJ325-1型数控铣床的主要技术参数老称参数名称参数机味型号}[KJ325-1主轴转速范围654750i/jnin馥控系统GSK92S主轴电机容量2-2
4kw工作台(艮本宽)25Oni2O锥削进给速度證HTO-lm/nin工作台纵向行程6S0快逮移动逋匿Z・5m/nin工作台橫向行程350脉冲当童0
OOlnun升降台垂向行程400定隹楕匿0
005/300mm主轴暮筒行程130重复定位精度0
005工作台一最大承重250加工程序存储麵28K三.实训内容(一).零件的铣削加工综合实例例一:加工图1零件,材料HT200,毛坯尺寸长*宽*高为100*100*28mm,试分析该零件的数控铣削加工工艺、如零件图分析、装夹方案、加工顺序、