一、粉末成分两大类:热塑性粉末涂料(PE)和热固性粉末涂料
涂料由特制树脂、颜填料、固化剂及其它助剂二、粉末静电喷涂工艺及控制粉末静电喷涂工艺及控制的主要内容是:正确使用喷涂设备和进行喷涂操作,以使工件上吸附层均匀覆盖、光滑平整,达到所需要的厚度,各项理化指标合格,保证工艺过程安全卫生
1、喷粉工艺基本参数(1)枪距150〜350mm(2)高压静电源60〜90KV(3)供粉气压4
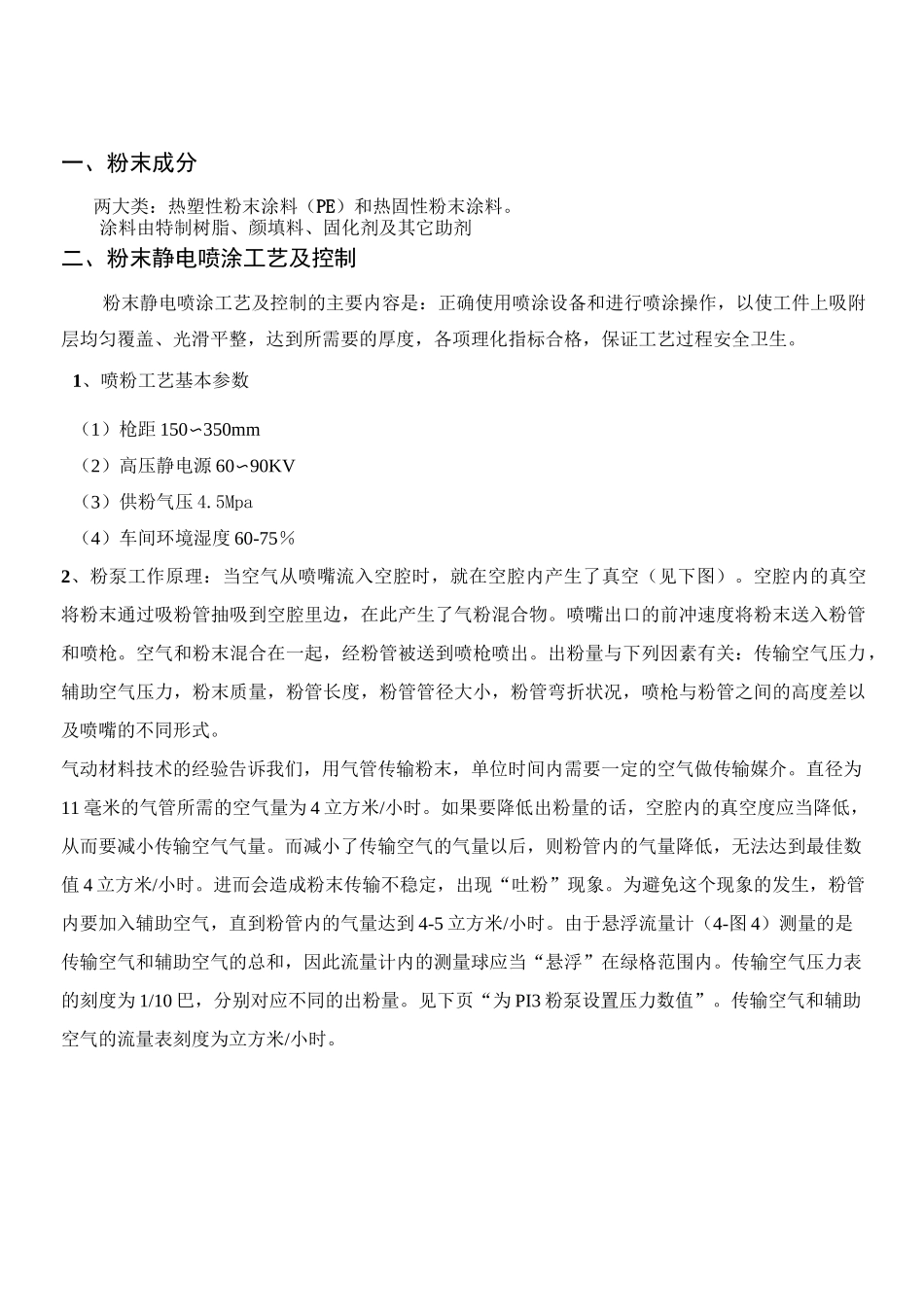
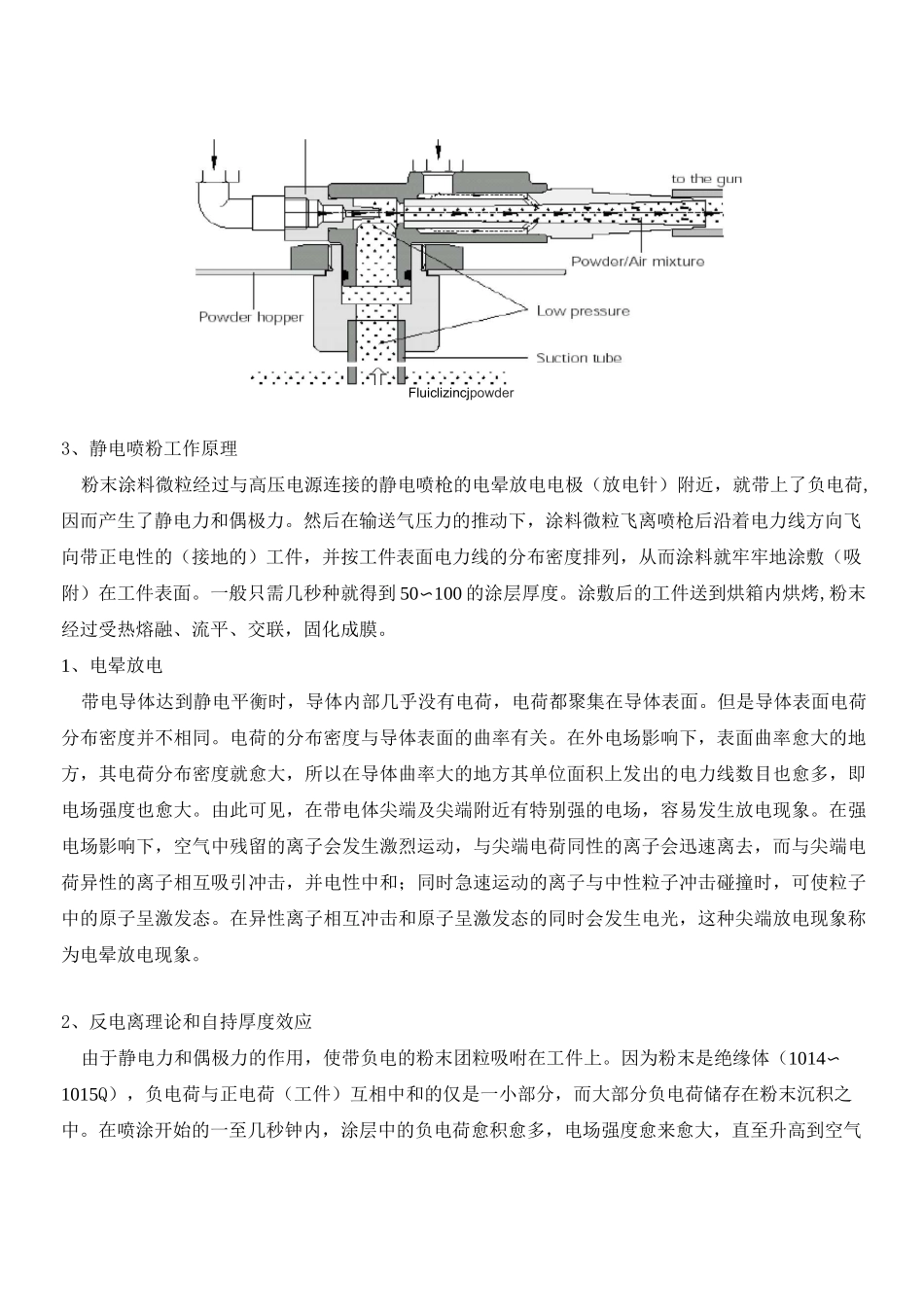
5Mpa(4)车间环境湿度60-75%2、粉泵工作原理:当空气从喷嘴流入空腔时,就在空腔内产生了真空(见下图)
空腔内的真空将粉末通过吸粉管抽吸到空腔里边,在此产生了气粉混合物
喷嘴出口的前冲速度将粉末送入粉管和喷枪
空气和粉末混合在一起,经粉管被送到喷枪喷出
出粉量与下列因素有关:传输空气压力,辅助空气压力,粉末质量,粉管长度,粉管管径大小,粉管弯折状况,喷枪与粉管之间的高度差以及喷嘴的不同形式
气动材料技术的经验告诉我们,用气管传输粉末,单位时间内需要一定的空气做传输媒介
直径为11毫米的气管所需的空气量为4立方米/小时
如果要降低出粉量的话,空腔内的真空度应当降低,从而要减小传输空气气量
而减小了传输空气的气量以后,则粉管内的气量降低,无法达到最佳数值4立方米/小时
进而会造成粉末传输不稳定,出现“吐粉”现象
为避免这个现象的发生,粉管内要加入辅助空气,直到粉管内的气量达到4-5立方米/小时
由于悬浮流量计(4-图4)测量的是传输空气和辅助空气的总和,因此流量计内的测量球应当“悬浮”在绿格范围内
传输空气压力表的刻度为1/10巴,分别对应不同的出粉量
见下页“为PI3粉泵设置压力数值”
传输空气和辅助空气的流量表刻度为立方米/小时
Fluiclizincjpowder3、静电喷粉工作原理粉末涂料微粒经过与高压电源连接的静电喷枪的电晕放电电极(放电针)附近,就带上了负电荷,因而产生了静电力和偶