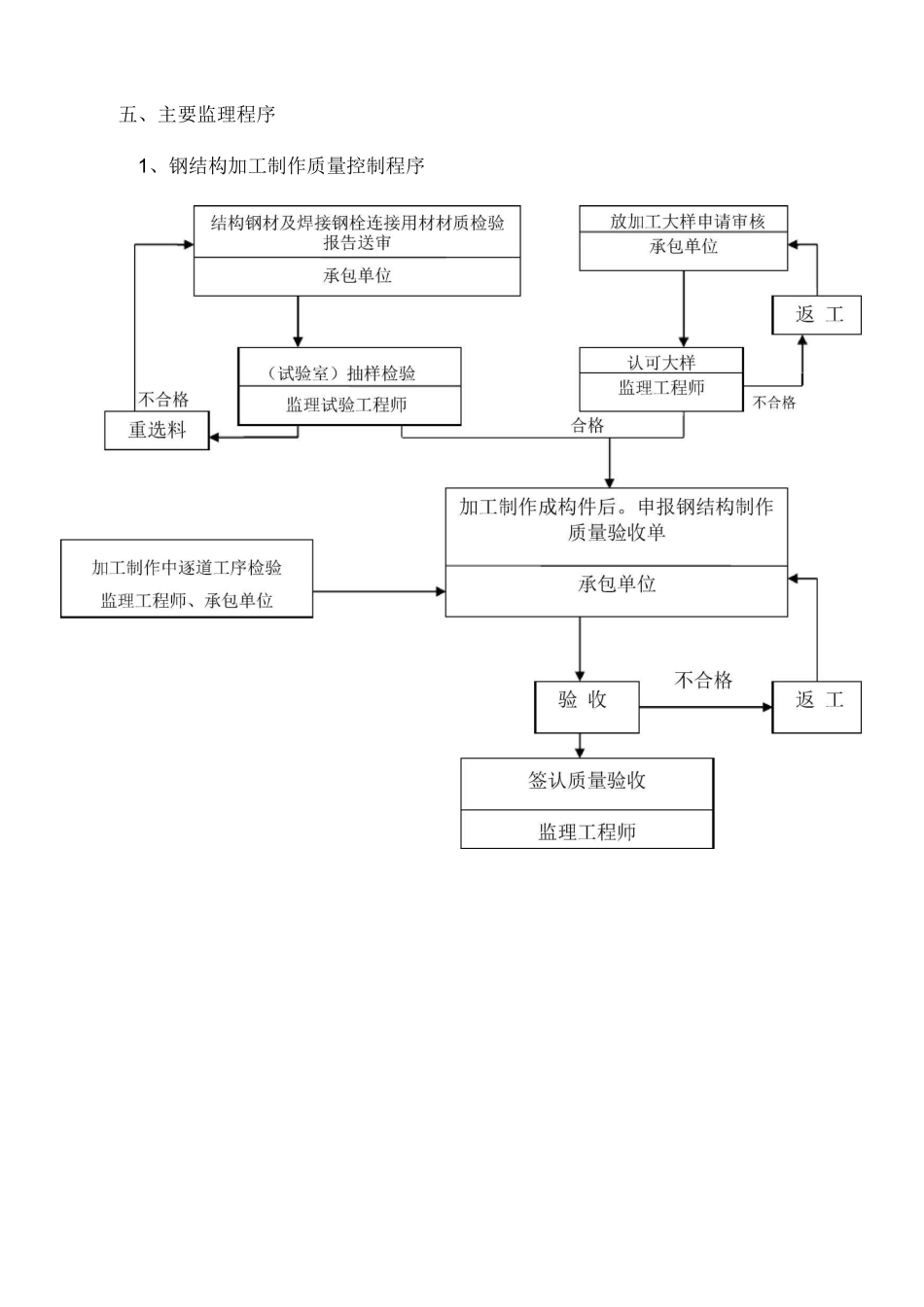
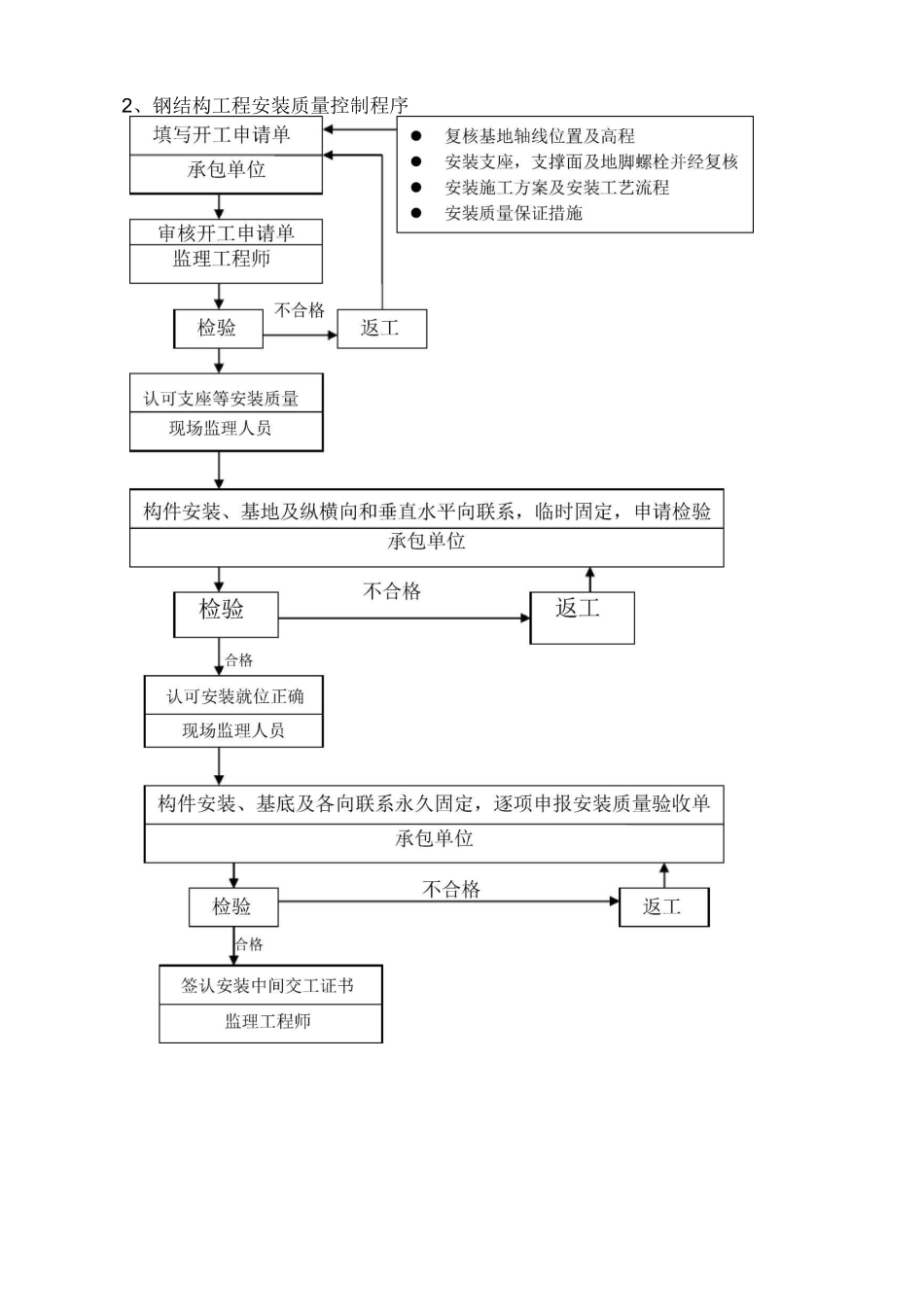
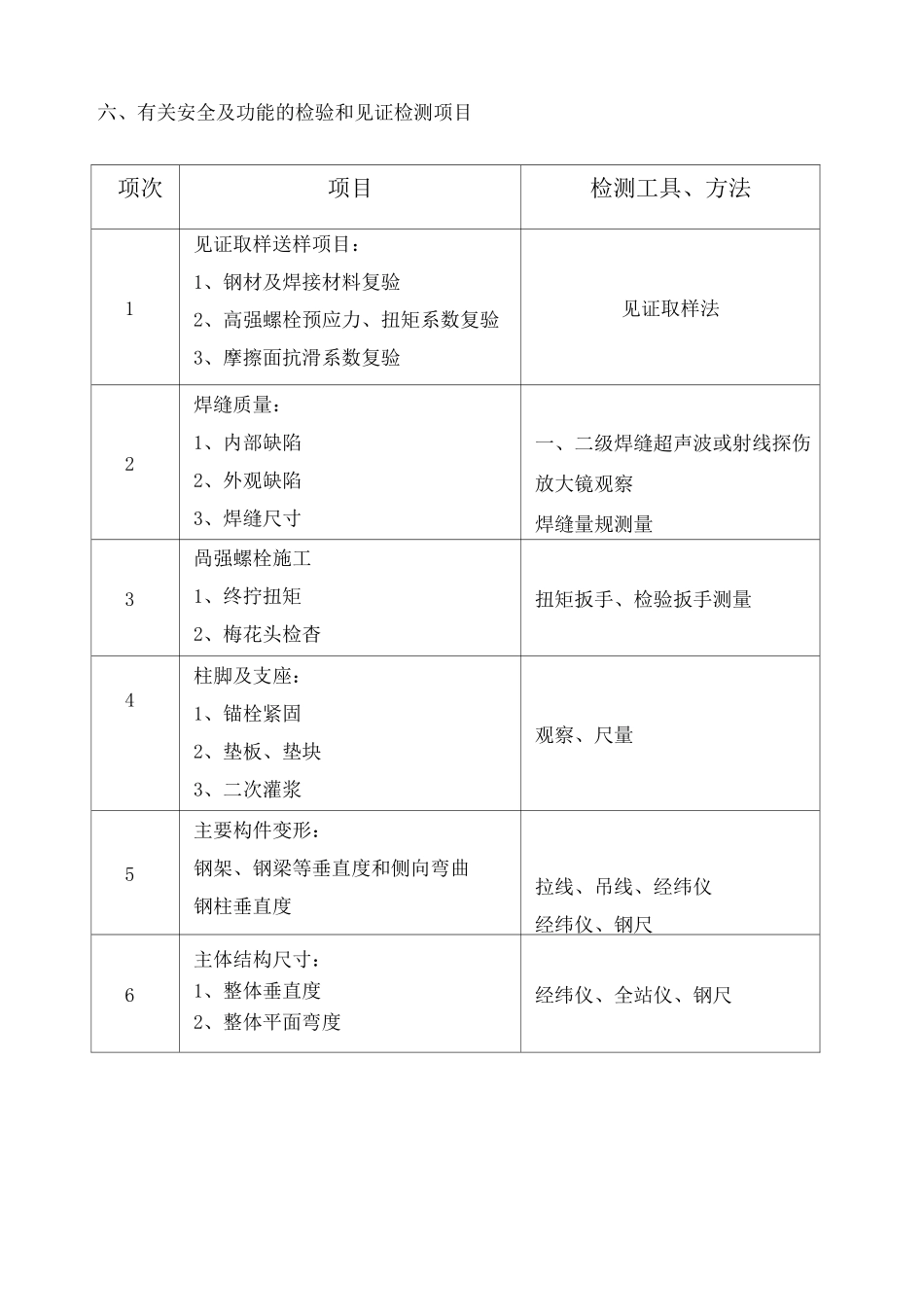
五、主要监理程序1、钢结构加工制作质量控制程序2、钢结构工程安装质量控制程序六、有关安全及功能的检验和见证检测项目项次项目检测工具、方法1见证取样送样项目:1、钢材及焊接材料复验2、高强螺栓预应力、扭矩系数复验3、摩擦面抗滑系数复验见证取样法2焊缝质量:1、内部缺陷2、外观缺陷3、焊缝尺寸一、二级焊缝超声波或射线探伤放大镜观察焊缝量规测量3咼强螺栓施工1、终拧扭矩2、梅花头检杳扭矩扳手、检验扳手测量4柱脚及支座:1、锚栓紧固2、垫板、垫块3、二次灌浆观察、尺量5主要构件变形:钢架、钢梁等垂直度和侧向弯曲钢柱垂直度拉线、吊线、经纬仪经纬仪、钢尺6主体结构尺寸:1、整体垂直度2、整体平面弯度经纬仪、全站仪、钢尺七、主要质量预控措施序号预控内容预控措施1构件运输堆放变形•构件死弯一般米用机械矫正,构件缓弯变形可用氧乙炔火焰加热矫正,矫正厚度较大、刚性较强的构件弯曲变形,可采用三角形加热矫正
2构件拼装扭曲•节点处型钢不吻合,应用氧乙炔或杠杆加压法调直•拼装场地用水准仪抄平,构件全长应拉通线,在有代表性的点上用水平尺找平,符合设计要求后电焊固定•刚性较差的构件,翻身前要进行加固,翻身后进行找平3构件起拱不准确•严格控制制作允许偏差检验,如拼接点处角度有误,应及时处理•严格控制累计误差,采取措施消除焊接收缩的影响•钢屋架或钢梁拼装时按规定起拱4构件跨度不准确•构件制作偏差起拱与跨度发生矛盾时,应先满足起拱数值•小拱构件偏差时必须在中拼时消除•构件在制作、拼装、吊装中所用的钢尺应统一5焊接变形•为抵消焊接变形,可在焊接前进行装配时,将工作面与焊接变形相反的方向预留偏差•采用合理的焊接顺序控制变形•采用夹具或专用胎具,将构件固定后再进行焊接6构件刚度差•地面拼装时必须垫平,并米取加固措施•拼装时必须拉通线、电焊点固焊牢•安装前严格检查构件几何尺寸,如发现问题在吊装前解决7二次灌浆柱底有空