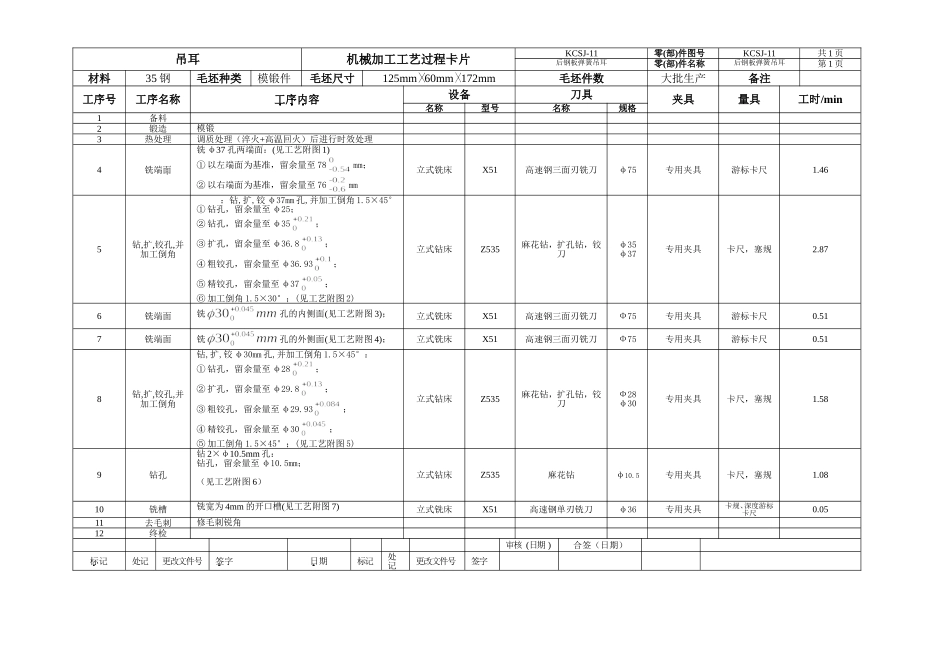
吊耳机械加工工艺过程卡片KCSJ-11零(部)件图号KCSJ-11共1页后钢板弹簧吊耳零(部)件名称后钢板弹簧吊耳第1页材料35钢毛坯种类模锻件毛坯尺寸125mm60mm172mm毛坯件数大批生产备注工序号工序名称工序内容设备刀具夹具量具工时/min名称型号名称规格1备料2锻造模锻3热处理调质处理(淬火+高温回火)后进行时效处理4铣端面铣φ37孔两端面:(见工艺附图1)①以左端面为基准,留余量至78mm;②以右端面为基准,留余量至76mm立式铣床X51高速钢三面刃铣刀φ75专用夹具游标卡尺1
465钻,扩,铰孔,并加工倒角钻,扩,铰φ37mm孔,并加工倒角1
5×45°:①钻孔,留余量至φ25;②钻孔,留余量至φ35;③扩孔,留余量至φ36
8;④粗铰孔,留余量至φ36
93;⑤精铰孔,留余量至φ37;⑥加工倒角1
5×30°;(见工艺附图2)立式钻床Z535麻花钻,扩孔钻,铰刀φ35φ37专用夹具卡尺,塞规2
876铣端面铣孔的内侧面(见工艺附图3);立式铣床X51高速钢三面刃铣刀Ф75专用夹具游标卡尺0
517铣端面铣孔的外侧面(见工艺附图4);立式铣床X51高速钢三面刃铣刀Ф75专用夹具游标卡尺0
518钻,扩,铰孔,并加工倒角钻,扩,铰φ30mm孔,并加工倒角1
5×45°:①钻孔,留余量至φ28;②扩孔,留余量至φ29
8;③粗铰孔,留余量至φ29
93;④精铰孔,留余量至φ30;⑤加工倒角1
5×45°;(见工艺附图5)立式钻床Z535麻花钻,扩孔钻,铰刀Ф28φ30专用夹具卡尺,塞规1
589钻孔钻2×φ10
5mm孔:钻孔,留余量至φ10
5mm;(见工艺附图6)立式钻床Z535麻花钻φ10
5专用夹具卡尺,塞规1
0810铣槽铣宽为4mm的开口槽(见工艺附图7)立式铣床X51高速钢单刃铣刀φ36专用夹具卡规、深度游标卡尺0
0511去毛刺修毛刺锐