1中频感应电炉熔炼工艺1、总则1
1、本工艺文件是我公司用中频炉炼钢、炼铁的一般性工艺文件
2、本工艺文件是我公司用5t、3t、1t中频感应炉炼钢、炼铁的过程中指导性文件,是检查、验收的主要依据
3、凡我公司从事炼钢、炼铁、备料人员、主管领导、技术人员、检查人员必须熟练和掌握本守则
2、炉体、电气、水冷系统的维护2
1开炉之前或停炉都要认真检查炉体的侵蚀情况,如有局部侵蚀过深(炉壳厚<60~70)则需用补炉糕修补
如果侵蚀面积较大可考虑整圈补炉,最好是用局部钢圈炉胆干补
补炉时必须事先清除渗入炉壳的金属及钢渣
2炉壳如果上下周围都侵蚀严重,再继续熔炼有漏炉危险时,则应重新打结炉壳
3破除旧炉壳时可用风铲、铁钎等工具,但要注意不要碰坏感应圈和耐火胶泥
首先打掉里面烧结层,外层就很容易清除
4如果耐火胶泥或感应圈绝缘局部被破坏要修补好,清理干净残砂
5炉胆的准备:炉胆的尺寸和要求如下各图:2衬适用于冶炼普通碳素钢和低合金钢;碱性炉衬适用于冶炼高锰钢和合金钢;中性炉衬(天津联矿供料)可熔炼各种牌号的钢
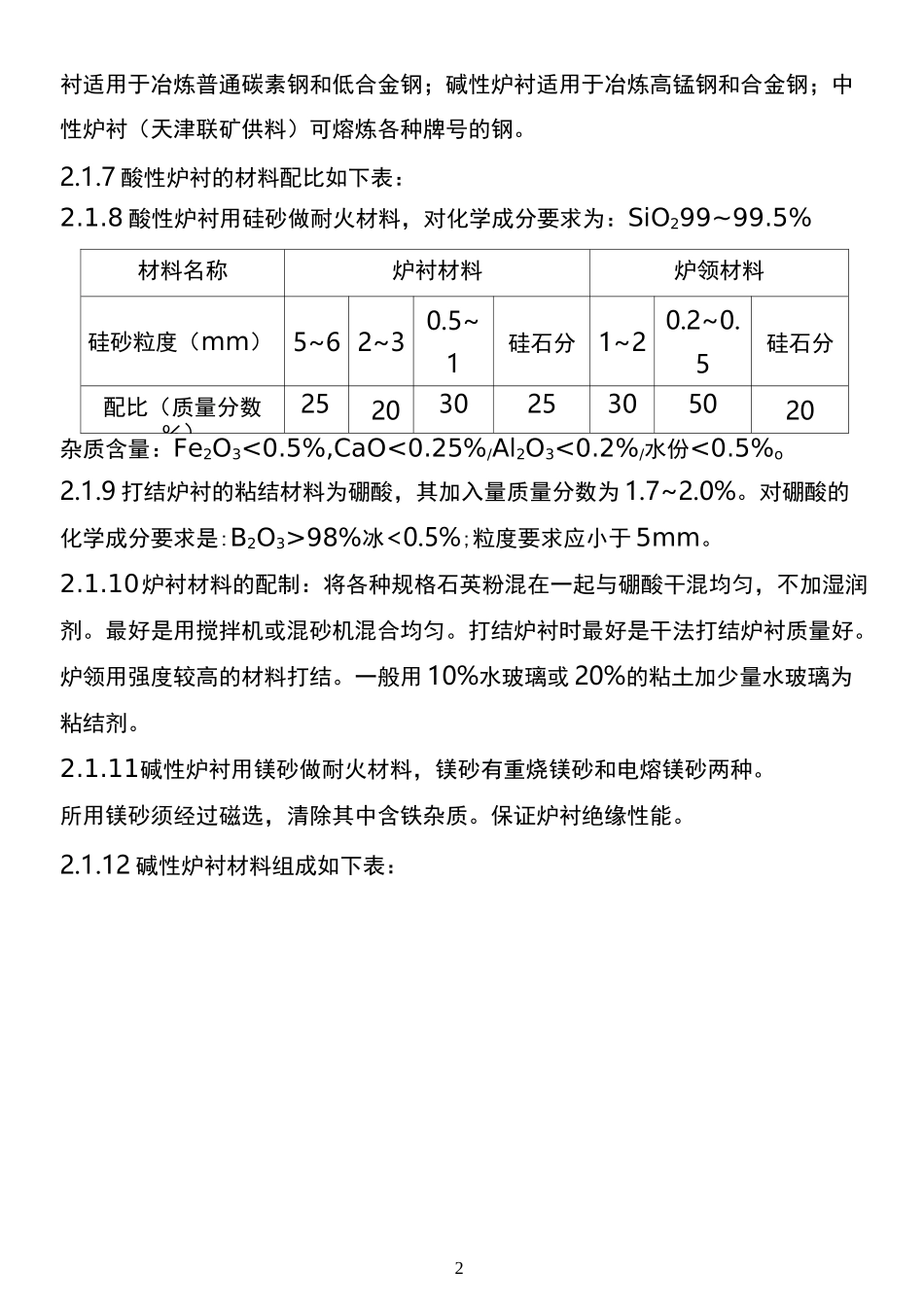
7酸性炉衬的材料配比如下表:2
8酸性炉衬用硅砂做耐火材料,对化学成分要求为:SiO299~99
5%材料名称炉衬材料炉领材料硅砂粒度(mm)5~62~30
5~1硅石分1~20
5硅石分配比(质量分数%)25203025305020杂质含量:Fe2O3