三菱系统数控车床代码分组意义格式G0001快速进给、定位G00X--Z--G01直线插补G01X--Z--G02圆弧插补CW(顺时针)G03圆弧插补CCW(逆时针)G04暂停G04X/U_;或G04P_;单位:秒G20英制指令G21公制指令G280回归参考点G28X--Z--G29由参考点回归G29X--Z--G3301螺纹切削(等螺距)G33Z/W⋯X/U⋯F⋯Q⋯(普通螺纹切削指令)F为长轴方向螺距,Q螺纹开始的偏移角度,0
001~360
G33Z⋯W⋯X/U⋯E⋯Q⋯(精密螺纹切削指令)E为长轴方向螺距,Q螺纹开始的偏移角度,0
001~360
G33Z/W⋯X/U⋯E⋯Q⋯(英制螺纹切削)E为长轴方向1英寸相当于几个螺距个数,Q螺纹切削开始的偏移角度,0
001~360
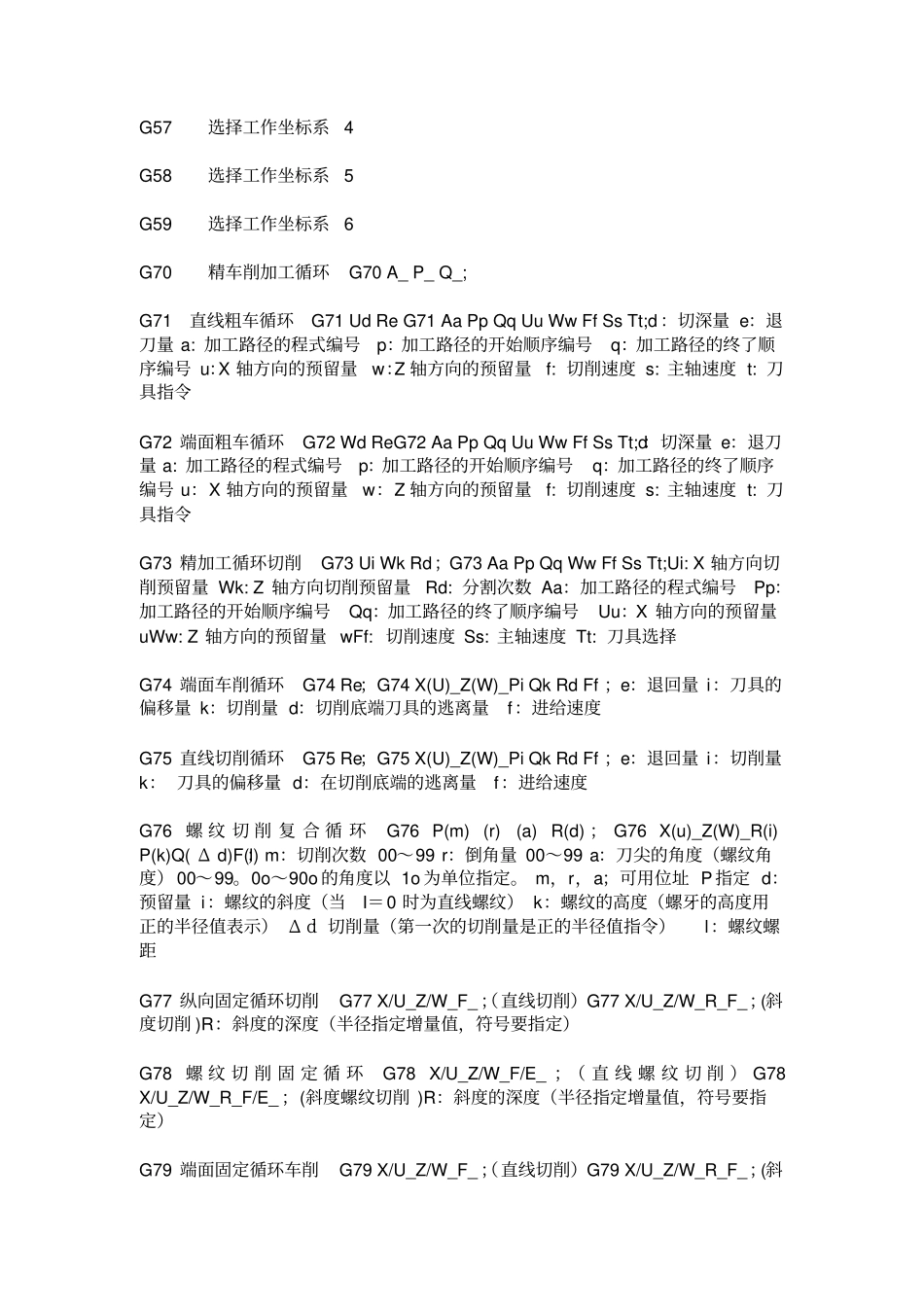
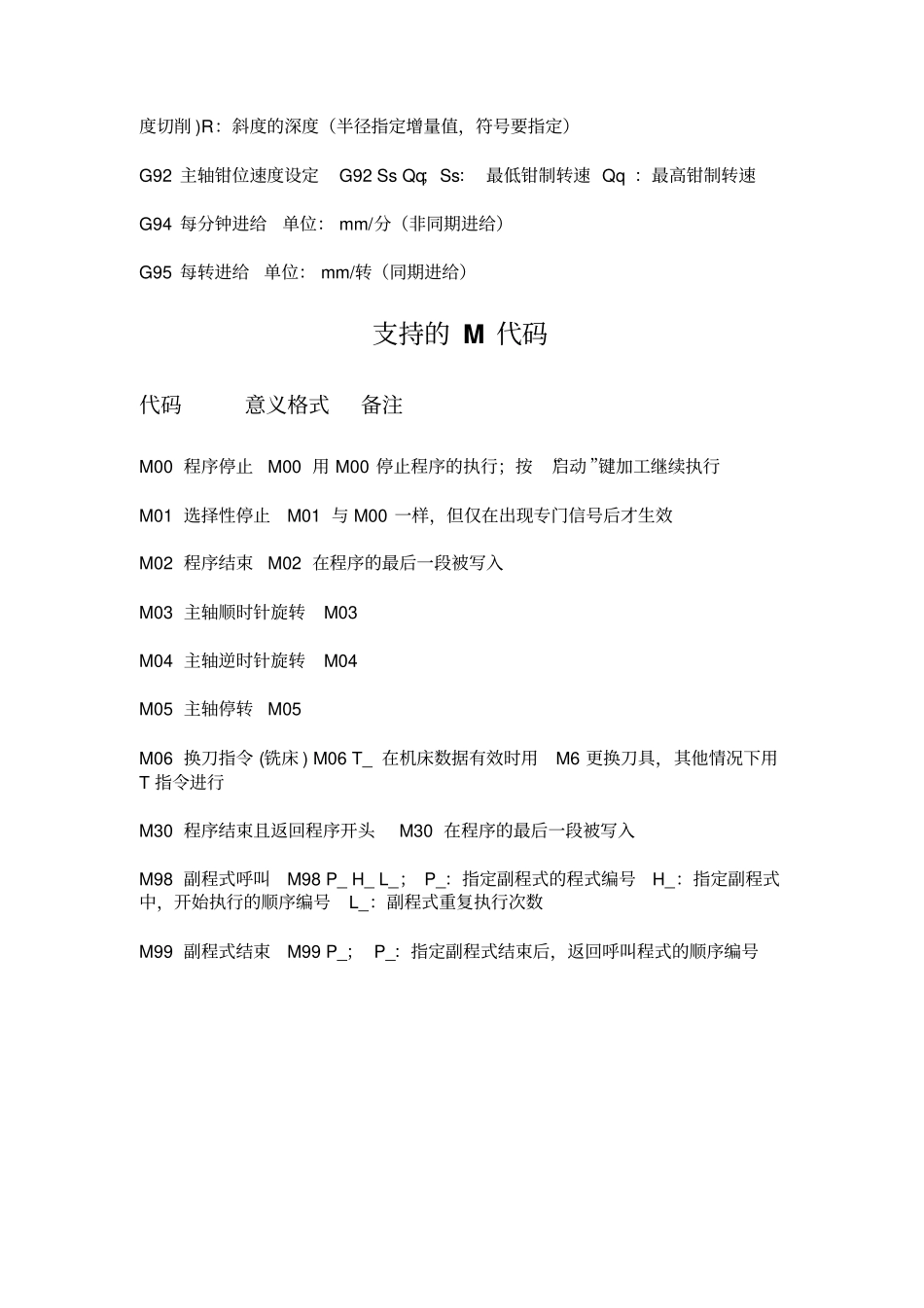
G40刀径补偿取消G40G41左半径补偿G42右半径补偿G52局部坐标系设定G52X--Z--G5412选择工作坐标系1GXXG55选择工作坐标系2G56选择工作坐标系3G57选择工作坐标系4G58选择工作坐标系5G59选择工作坐标系6G70精车削加工循环G70A_P_Q_;G71直线粗车循环G71UdReG71AaPpQqUuWwFfSsTt;d:切深量e:退刀量a:加工路径的程式编号p:加工路径的开始顺序编号q:加工路径的终了顺序编号u:X轴方向的预留量w:Z轴方向的预留量f:切削速度s:主轴速度t:刀具指令G72端面粗车循环G72WdReG72AaPpQqUuWwFfSsTt;d:切深量e:退刀量a:加工路径的程式编号p:加工路径的开始顺序编号q:加工路径的终了顺序编号u:X轴方向的预留量w:Z轴方向的预留量f:切削速度s:主轴速度t:刀具指令G73精加工循环切削G73UiWkRd;G73AaPpQqWwFfSsTt;Ui:X轴方向切削预留量Wk:Z轴方向切削预