四十八、地铁轨道焊轨及无缝线路施工作业指导书、适用范围适用于焊轨及无缝线路施工
、钢轨焊接试验钢轨焊接试验工作主要包括正式焊轨前的型式试验、焊轨施工过程中的周期性检验及全部焊接接头的超声波无损探伤检测及外观检查
焊轨型式试验在正式焊轨前,聘请铁科院金化所焊轨专家进行焊轨操作人员技术培训,现场进行焊接参数调试,同时指导完成焊轨型式试验
具体试验项目及技术要求参见~《钢轨焊接(通用技术条件,闪光焊,铝热焊、气压焊)》中的有关规定
经型式试验合格后,正式开始线路的焊轨施工
进行落锤试验时,需请专业工程师进行旁站监督
焊轨施工过程中的周期性检验焊轨车组正式开始焊轨后,每焊接完成个钢轨焊头后,加焊个钢轨焊接接头进行周期性抽样检验,检验项目为超声波探伤、外观检查、硬度检测、落锤试验以及断口检查等
各项检验项目全部合格后,方可继续进行焊轨施工,如有不合格项目,按~《钢轨焊接(通用技术条件,闪光焊,铝热焊、气压焊)》中有关规定办理
全部试验项目需请专业工程师进行见证取样
超声波无损探伤检测及外观检查在焊轨施工中,对每个焊接接头的焊接质量均进行外观检查及超声波无损探伤检测,并做好检测记录
发现有缺陷时,立即进行返工处理
根据有关规定,在线路交验前,需委托有检测资质的第三方对钢轨焊接接头按一定比例数量进行抽样检测,检测项目为超声波无损探伤
、线路接头焊接线路钢轨接头焊接采用先进的型移动式闪光接触焊机进行现场焊接
钢轨焊接施工,在整体道床施工完毕后,利用线路行车空闲时间在用型焊轨机将标准长度钢轨焊接成设计规定长度的长轨条,并按规定进行长轨条应力放散及锁定施工
长轨条焊接之前,先在地面完成焊接型式试验,调试焊轨机的焊接参数,经试验焊接接头各项指标完全符合设计及规范要求后,再将焊轨车组转移至正线,正式进行正线的焊轨施工
焊接施工用电由焊轨车组自带的内燃发电机组供应
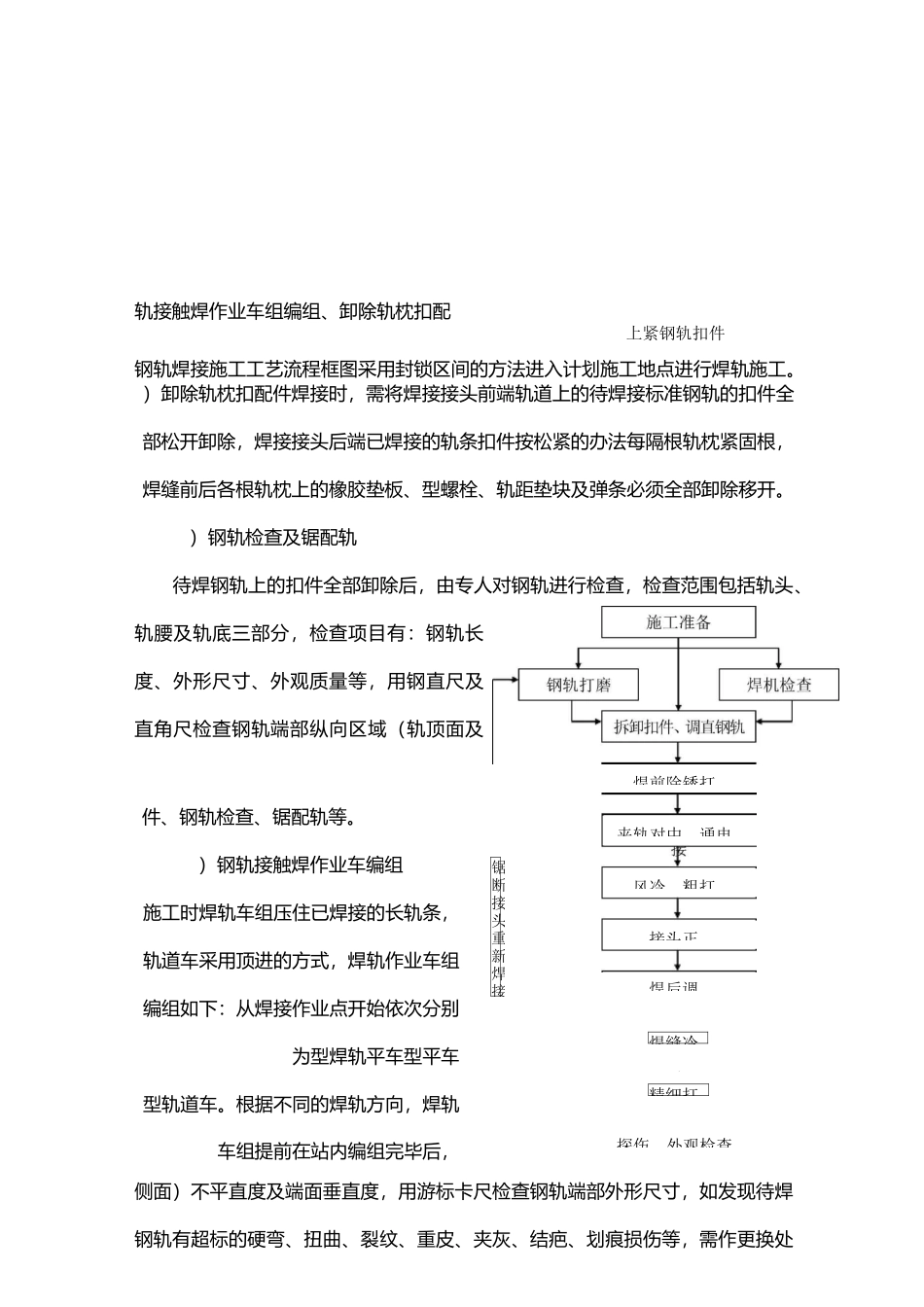
施工工艺见下图
施工准备钢轨施焊前