1、碳当量国际焊接学会:CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/150
52%时,淬硬倾向明显,属于较难焊接材料
淬硬倾向较大的钢,焊后在空气中冷却时,焊缝易出现淬硬的马氏体组织,低温焊接或焊接刚性较大时易出现冷裂纹,焊接时需要预热,预热是防止冷裂纹和再热裂纹的有效措施
与人是防止冷裂纹和再热裂纹的有效措施
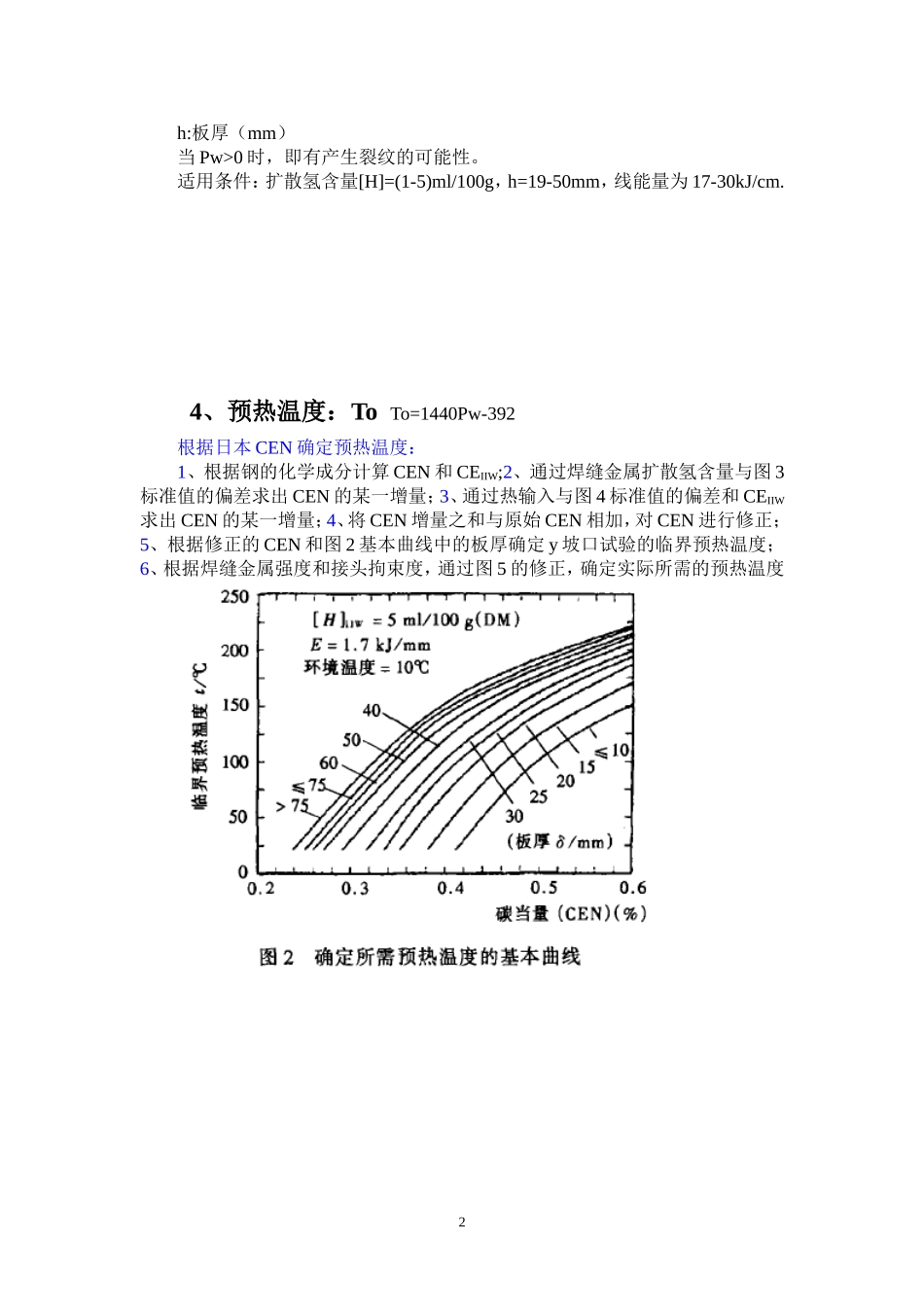
温度太低,焊缝会开裂,太高又会降低韧性,恶化劳动条件,所以确定合适的预热温度成为很重要的问题
Rb=500MPa,Ceq=0
46不预热Rb=600MPa,Ceq=0
52预热75oCRb=700MPa,Ceq=0
52预热75oCRb=800MPa,Ceq=0
62预热150oC新日铁:CEIIW公式对碳钢和碳锰钢更合适,但不适用于低碳低合金钢;Pcm适于低碳低合金钢
CEN在图表法中被用作评价钢冷裂纹敏感性的尺度(当碳增加时,CEN接近CEIIW,而当碳降低时他又接近Pcm)
——用图表法确定钢焊接时的预热温度上2、冷裂纹敏感指数:PcmPcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B使用化学成分范围(质量分数):C=0
22%,Si=0-0
6%,Mn=0
4%,Cu=0-0
5%,Ni=0-1
2%,Cr=0-1
2%,Mo=0-0
7%,V=0-0
12%,Nb=0-0
04%,Ti=0-0
05%,B=0-0
3、冷裂纹敏感性PwPw=Pcm+[H]/60+h/600或Pw=Pcm+[H]/60+R/40000[H]:熔敷金属中扩散氢含量(ml/100g)R:焊缝拉伸拘束度1h:板厚(mm)当Pw>0时,即有产生裂纹的可能性
适用条件:扩散氢含量[H]=(1-5)ml/100g,h=19-50mm,线能量为17-30kJ/cm
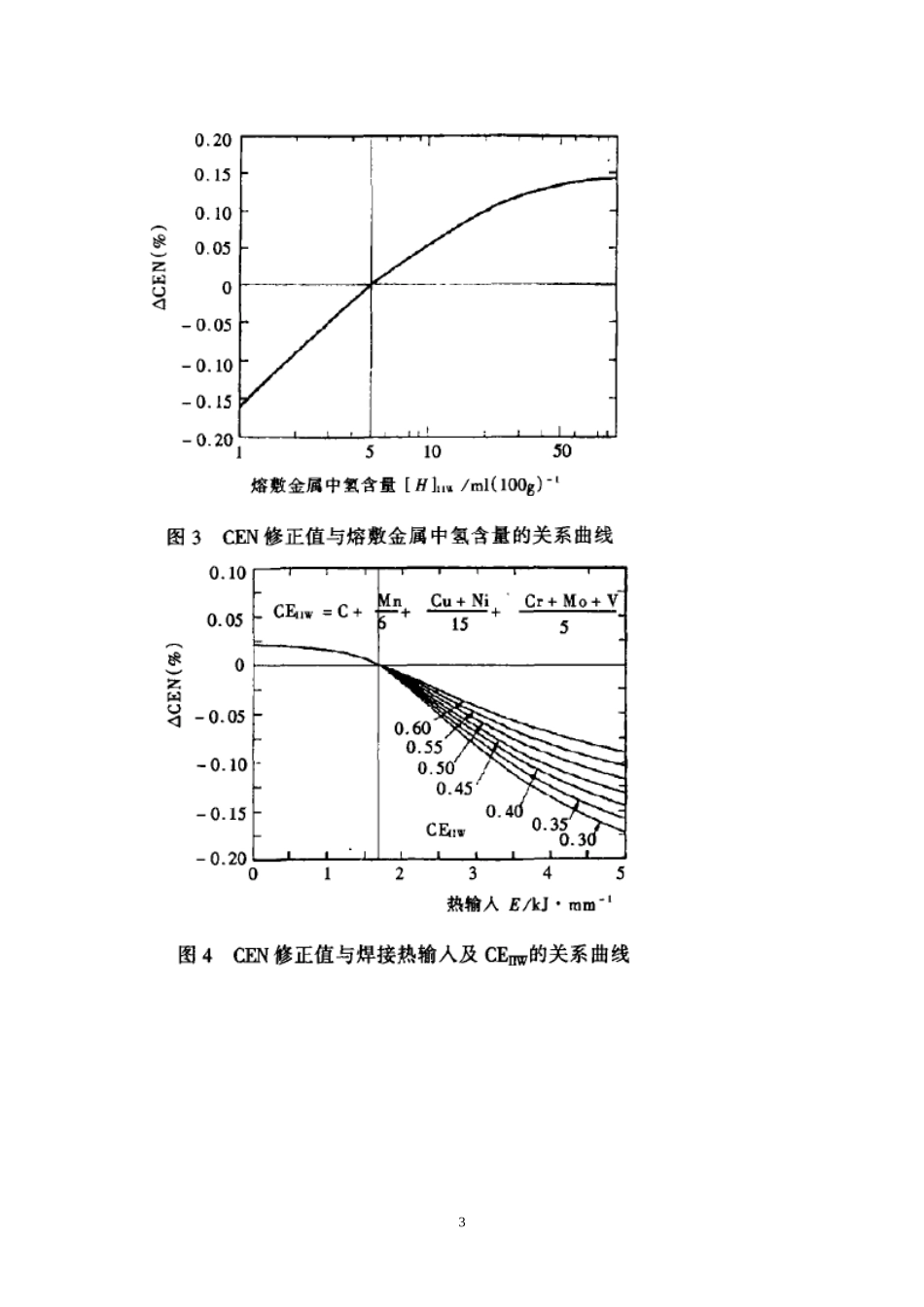
4、预热温度:ToTo=1440