铜管管件加工工艺标准1范围本标准适用于公司所生产的产品中的铜管管件加工
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本
凡是不注日期的引用文件,其最新版本适用于本标准
1GB/T1531-2009铜及铜合金毛细管2
2GB/T1527-2006铜及铜合金拉制管2
3QB/T1109-1991不锈钢、铜管路连接件
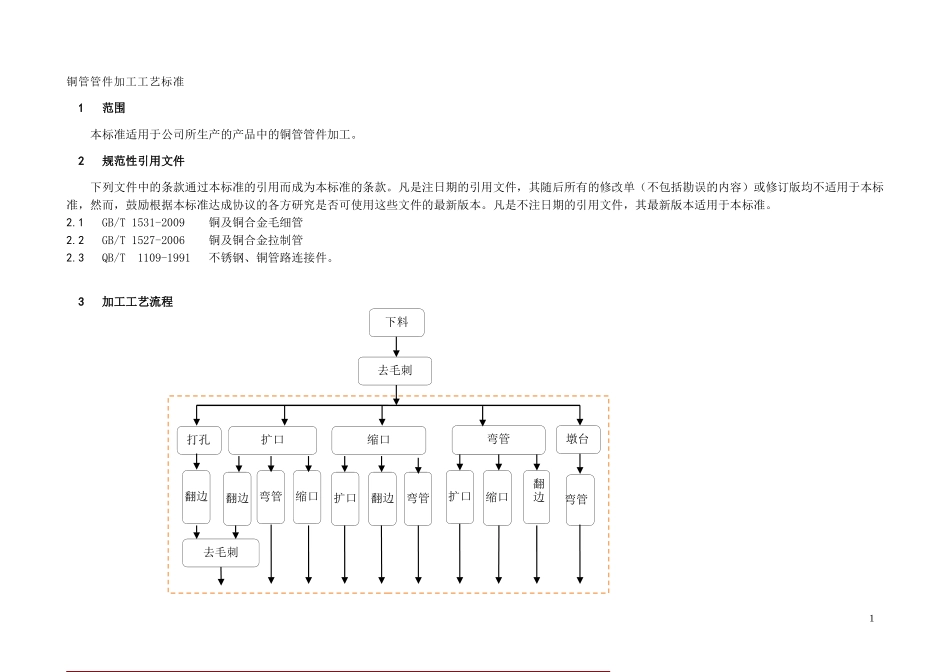
3加工工艺流程1下料去毛刺打孔缩口扩口弯管弯管扩口缩口扩口缩口弯管翻边翻边弯管翻边去毛刺墩台翻边4铜管一般要求4
1密封冷媒系统要求管件内部表面清洁、无氧化、无水、无油等;4
2不允许使用带有裂纹、不圆变形、扭曲、可见砂眼、喷墨(铜管厂检测有缺陷的标记)、发黑(氧化)等缺陷的铜管
5铜管加工要求总则5
1管路的加工按设计图纸进行,形状、尺寸应符合设计要求;5
2断口处直径改变应在铜管标准直径的2%以内,且断口不允许有飞边,毛刺;5
3管件要脱油、去污、无铜屑,内外表面光洁,不许有油污、伤痕、氧化皮;5
4焊接过程必须充氮保护,焊后用2
0MPa的干燥压缩空气吹净内部
6铜管下料、去毛刺6
1设备及操作要求6
1使用工具:割管刀,有效直尺,定位块根据图纸要求的尺寸和管径,用直量取相应的长度,放置定位块6
2铜管需定位固定后,再用割刀拆下,要保证割口平齐,不变形6
3操作中,不允许戴手套,但去毛刺可以戴手套操作,防止毛线进入铜管
4切割过程中,铜管均匀进给,以保证管口圆滑
5当管径小于(等于)Φ12mm,可多根(不多于10根)一起下料;当管径大于Φ12mm,或长度小于60mm的铜管必须单独进行下料
6下料后必须对端口去毛刺,去毛刺采用铁丝砂轮机,应根据