文章编号:1009-6582(2006)04-0072-06复合地层中盾构滚刀磨损原因分析及对策竺维彬王晖鞠世健(广州市地下铁道总公司,广州510380)摘要通过系统地总结和分析约40台次混合式盾构机在复合地层中掘进近100km的滚刀磨损情况,对滚刀磨损做了定性分类,并根据滚刀磨损的影响因素,提出滚刀磨损的对策,以期指导今后复合地层施工中盾构机刀盘刀具选择、配置及盾构掘进
关键词复合地层盾构滚刀磨损原因分析对策中图分类号:U455
3+9文献标识码:A1滚刀磨损分类对于滚刀的磨损,依据其形态特征、磨损程度,分类如下:1
均匀磨损滚刀刀圈周边各部位的磨耗程度基本上是一致的,称为均匀磨损
非均匀磨损滚刀刀圈周边各部位的磨耗程度不一致,即发生了偏磨,称为不均匀磨损
依据偏磨形态,分为弦偏磨和刃偏磨
(1)弦偏磨弦偏磨有单边偏磨、多边偏磨、轴承磨损三种情况
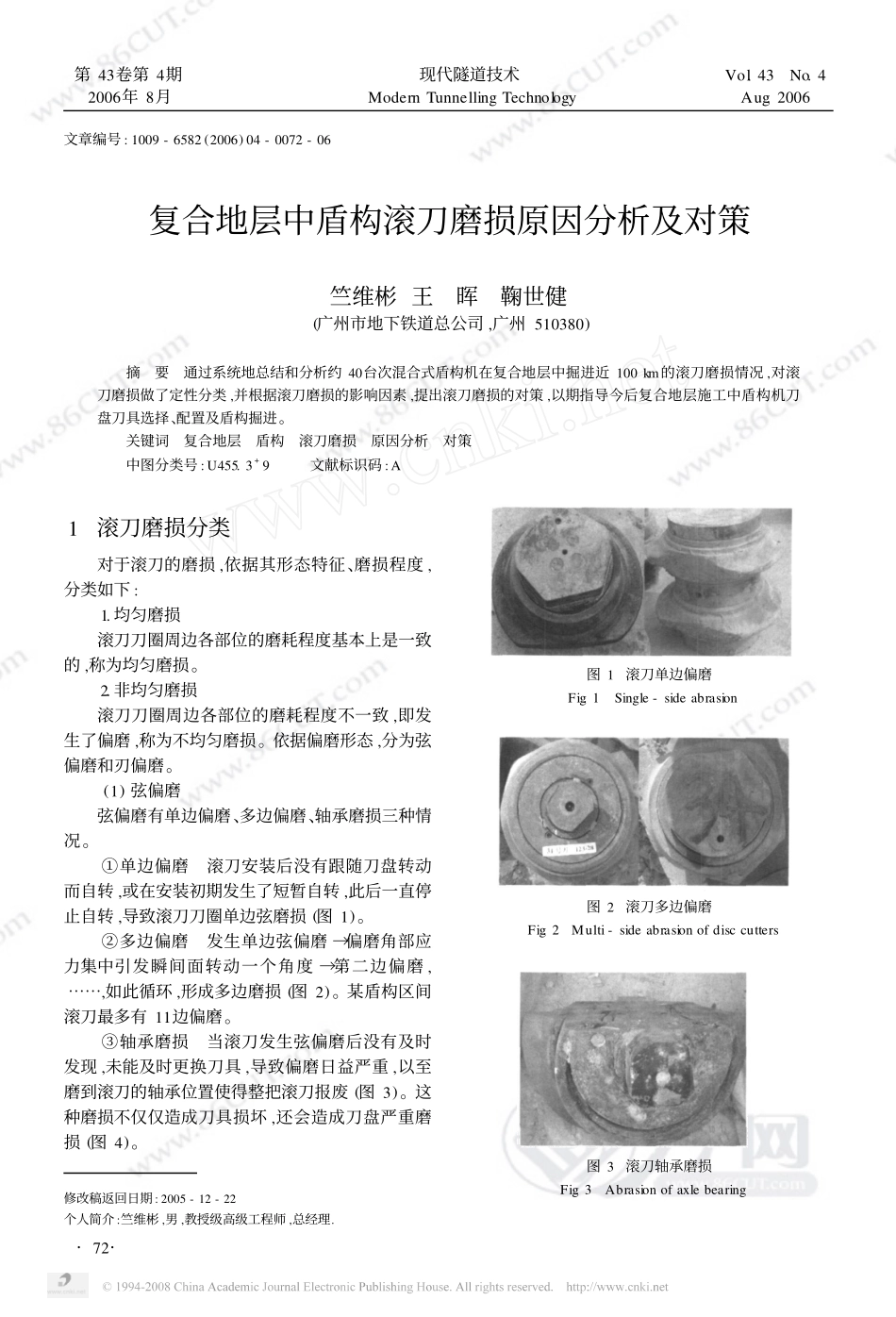
①单边偏磨滚刀安装后没有跟随刀盘转动而自转,或在安装初期发生了短暂自转,此后一直停止自转,导致滚刀刀圈单边弦磨损(图1)
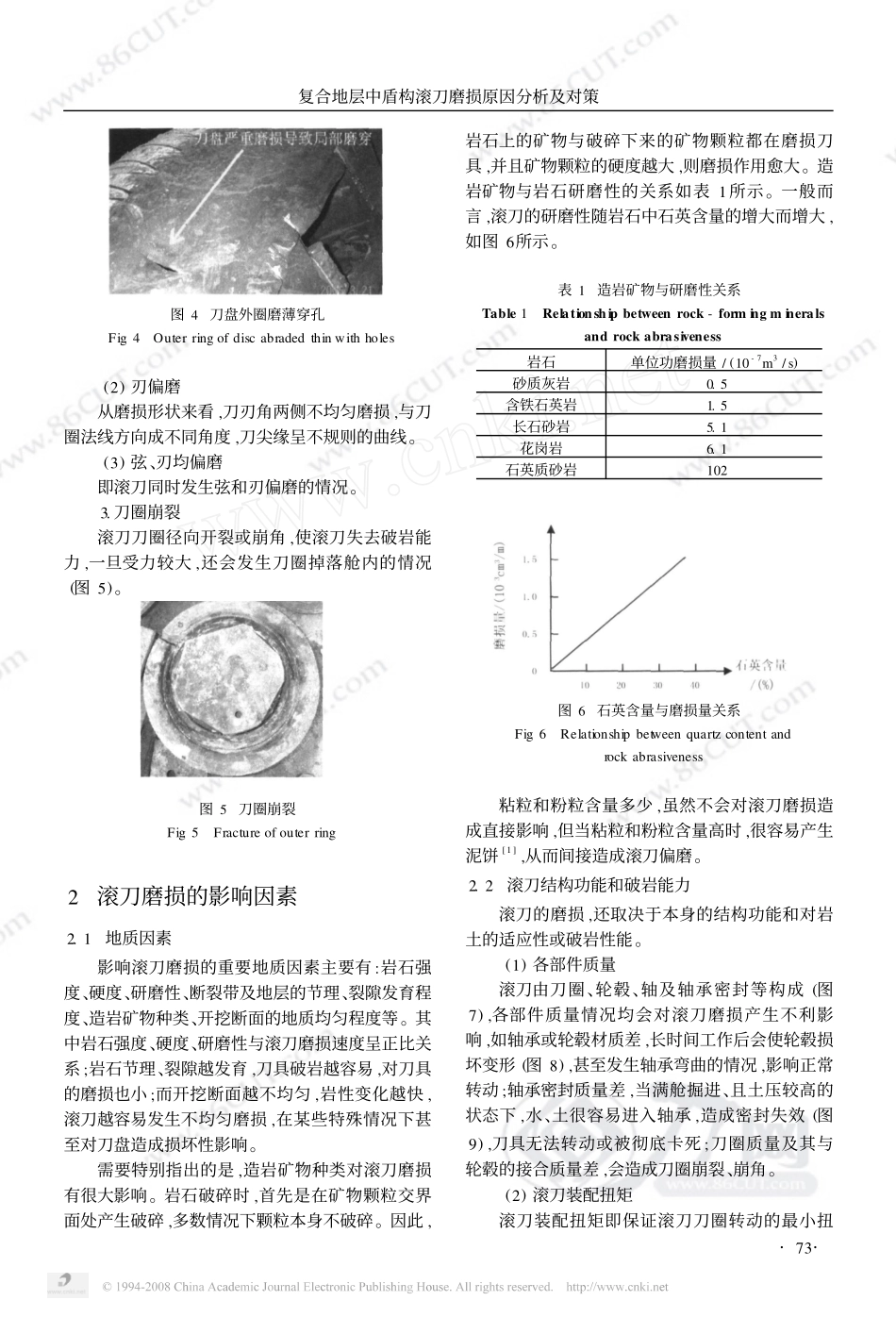
②多边偏磨发生单边弦偏磨→偏磨角部应力集中引发瞬间面转动一个角度→第二边偏磨,⋯⋯,如此循环,形成多边磨损(图2)
某盾构区间滚刀最多有11边偏磨
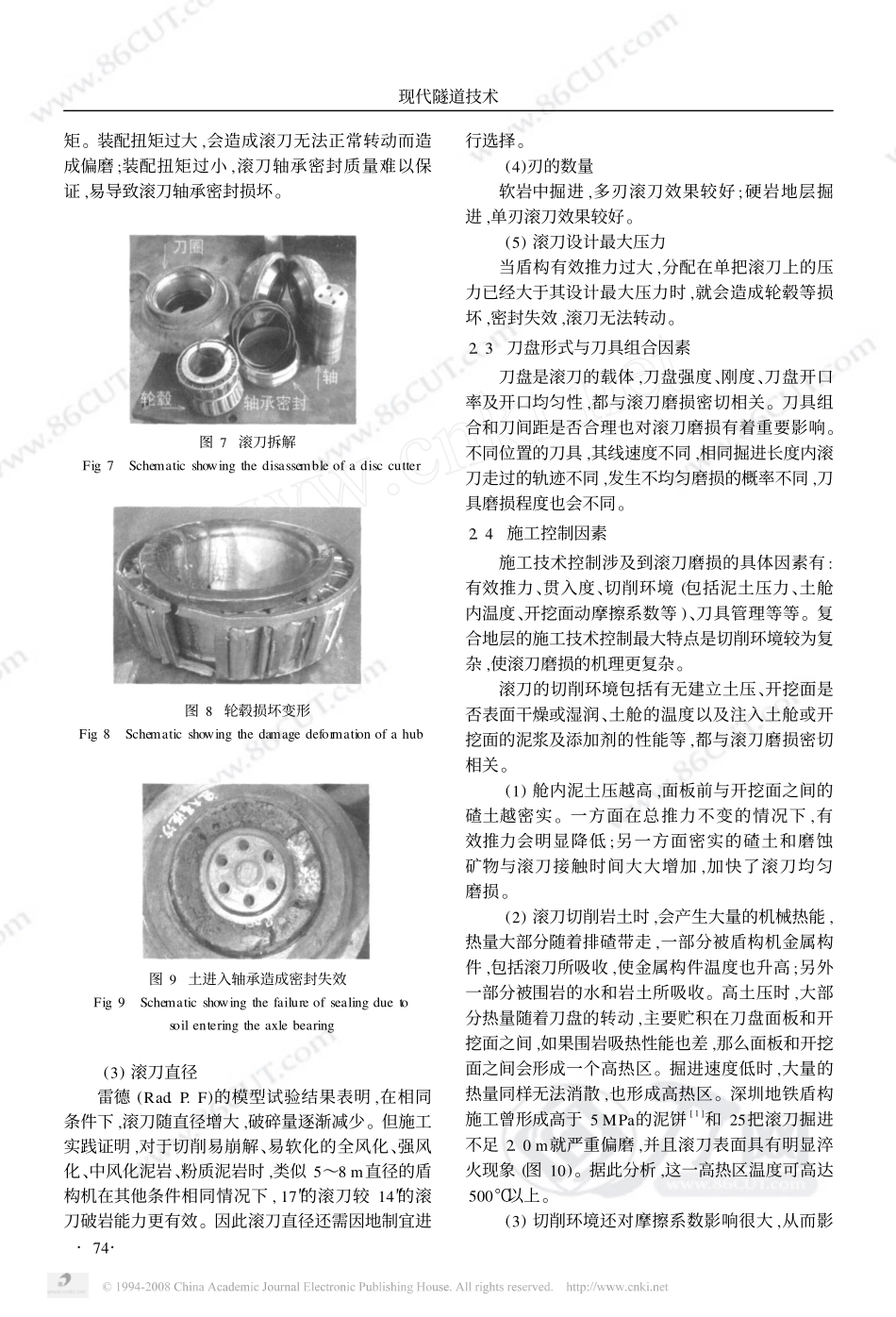
③轴承磨损当滚刀发生弦偏磨后没有及时发现,未能及时更换刀具,导致偏磨日益严重,以至磨到滚刀的轴承位置使得整把滚刀报废(图3)
这种磨损不仅仅造成刀具损坏,还会造成刀盘严重磨损(图4)
修改稿返回日期:2005-12-22个人简介:竺维彬,男,教授级高级工程师,总经理
图1滚刀单边偏磨Fig
1Single-sideabrasion图2滚刀多边偏磨Fig
2Multi-sideabrasionofdisccutters图3滚刀轴承磨损Fig
3Abrasionofaxlebearing·27·第43卷第4期2006年8月现代隧道技术ModernTunnellin