焊接实训教案工程训练中心2009年12月长春工业大学工程训练课程教案教师姓名实训项目名称焊接实训1时间50分钟地点焊接实训车间讲授内容教学目的及要求:1、掌握焊接定义及分类2、掌握手工电弧焊的实质及其操作方法、3、了解电焊条的组成及作用;4、掌握手工电弧焊工艺参数的选择教学重点:掌握手工电弧焊的操作方法教学难点:焊缝质量的保证教学内容:一、焊接工艺概述焊接是通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到原子间结合的一种加工方法
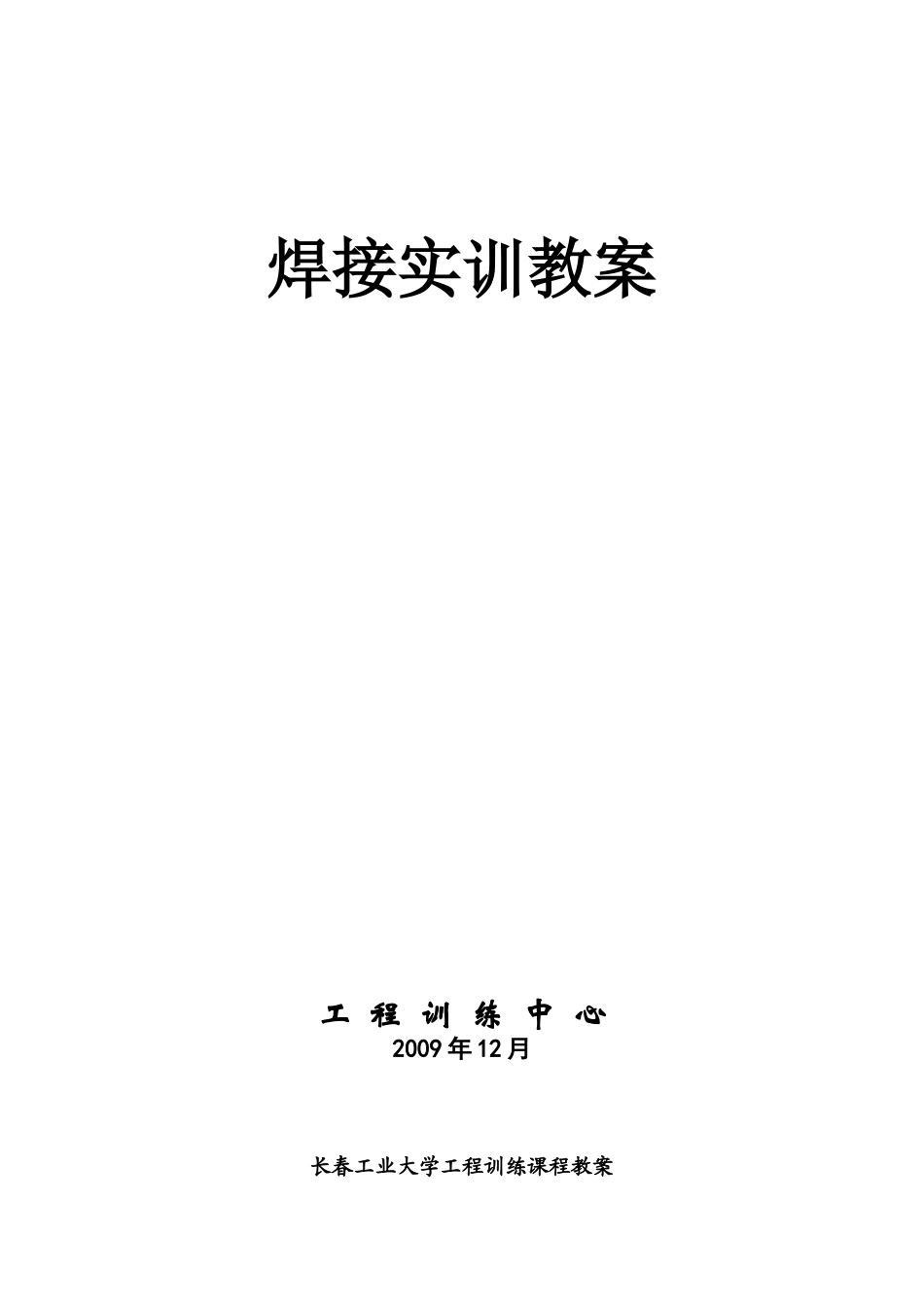
在工业生产中应用的焊接方法种类很多,根据焊接过程中金属所处的状态不同,可以把焊接分为熔化焊、压焊和钎焊三大类
熔化焊:利用局部加热使连接处的母材金属熔化,加入(或不加入)填充金属而结合的方法,是工业生产中应用最广泛的焊接工艺方法
熔化焊的特点是焊件间的结合为原子结合,焊接接头的力学性能较高,生产率高,缺点是产生的应力、变形较大
压焊:在焊接过程中,必须对焊件施加压力,加热或不加热完成焊接的方法
虽然压焊件焊缝结合亦为原子间结合,但其焊接接头的力学性能较熔化焊稍差,适合于小型金属件的加工,焊接变形极小,机械化、自动化程度高
钎焊:采用熔点比母材金属低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点、低于母材熔点温度,利用液态的钎料润湿母材,填充接头间隙并与母材相互扩散实现连接焊件的方法
钎焊的特点是加热温度低,接头平整、光滑,外形美观,应力及变形小,但是钎焊接头强度较低,装配时对装配间隙要求高
1二、手工电弧焊的实质及其操作方法手工电弧焊是利用电弧产生的热量来熔化母材和焊条的一种手工操作的焊接方法
适用于厚度在2mm以上多种金属材料和各种形状结构的焊接
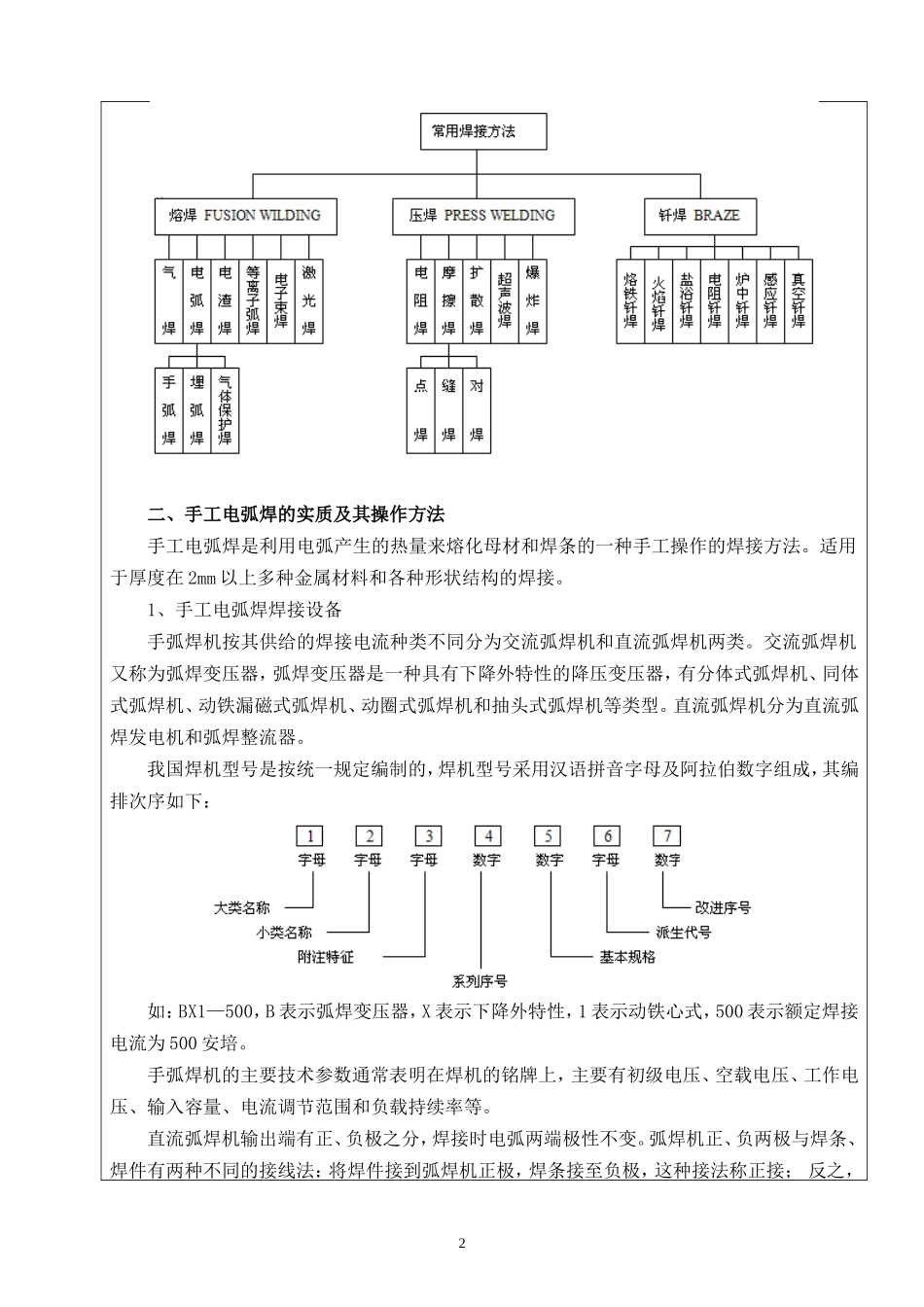
1、手工电弧焊焊接设备手弧焊机按其供给的焊接电流种类不同分为交流弧焊机和直流弧焊机两类
交流弧焊机又称为弧焊变压器,弧焊变压器是一种具有下降外特性的降压变压器,有分体式弧焊机、同体式弧焊机