冲压工艺及冲模设计谭险峰(tanxf_niat@163
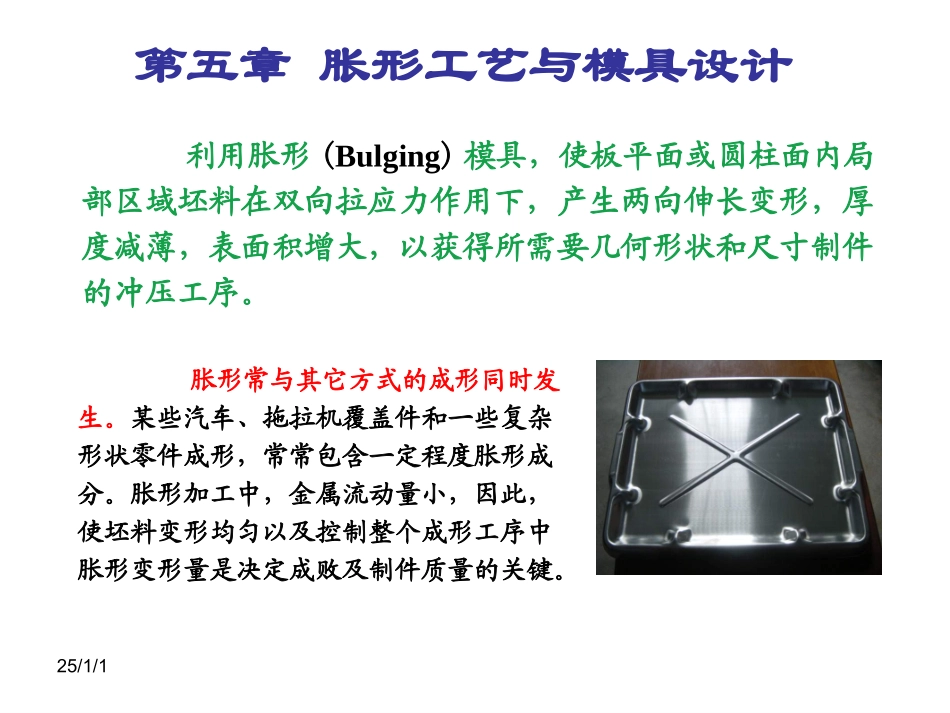
com13870849106)南昌航空大学塑性工程系25/1/1第五章胀形工艺与模具设计利用胀形(Bulging)模具,使板平面或圆柱面内局部区域坯料在双向拉应力作用下,产生两向伸长变形,厚度减薄,表面积增大,以获得所需要几何形状和尺寸制件的冲压工序
胀形常与其它方式的成形同时发生
某些汽车、拖拉机覆盖件和一些复杂形状零件成形,常常包含一定程度胀形成分
胀形加工中,金属流动量小,因此,使坯料变形均匀以及控制整个成形工序中胀形变形量是决定成败及制件质量的关键
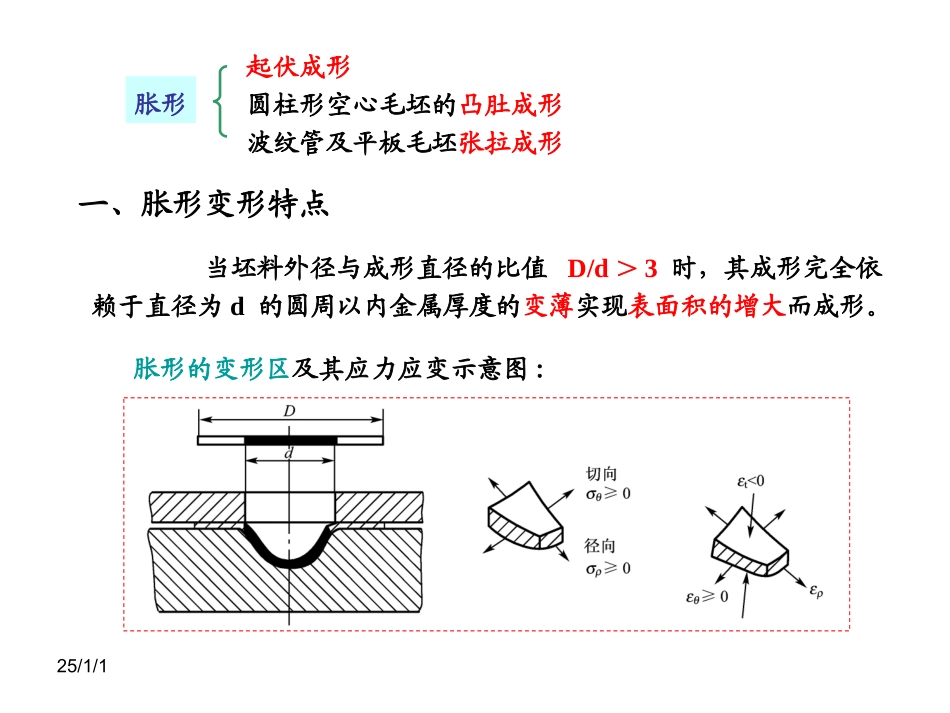
25/1/1起伏成形圆柱形空心毛坯的凸肚成形波纹管及平板毛坯张拉成形胀形一、胀形变形特点当坯料外径与成形直径的比值D/d>3时,其成形完全依赖于直径为d的圆周以内金属厚度的变薄实现表面积的增大而成形
胀形的变形区及其应力应变示意图:25/1/1胀形变形过程中,毛坯被带凸筋的压边圈压紧,外部材料无法流入,变形被限制在凸筋或凹模圆角以内的局部区域
胀形变形服从材料的变形规律——当存在多种变形可能性时,实际的变形方式使得载荷最小
毛坯的外径足够大,内孔较小时,拉深变形阻力和扩孔、翻边变形阻力大于胀形变形阻力时,变形性质由胀形决定
胀形的主要工艺问题是破裂问题
影响胀形成形极限的主要力学参数:硬化指数n和均匀延伸率
u25/1/1二、平板毛坯的起伏成形起伏成形俗称局部胀形,可以压制加强筋、凸包、凹坑、花纹图案及标记等
25/1/1)75
0(%10000llllbKLtF压加强筋半圆筋梯形筋压制加强筋所需的冲压力:若零件的加强筋超过极限变形程度时,可以采用多次成形的方法
预成形最终成形前道工序主要目的是使变形均匀,为后道工序准备材料(聚料)
7~1,窄而深取大,宽而浅取小25/1/1压凸包成形力:2KAtF压凸包(凹坑)压凸包