2014年终生产总结2014年在紧张和忙碌中过去了,回顾过去,我的心情难以平静
在公司产品型号多变、批量小的情况下,生产部在公司领导的指示引导下,各部门配合及车间团结努力下,解决和克服了一定品质及效率的低下
总结这一年来的工作,尽管有一些的进步与成绩,但是很多方面仍然存在一些不足,比如生产直通率方面不能达到预期的目标,工作中缺乏创造性的思维方法,成本管理工作不够完善,现场管理方面经验欠缺,目前车间基层管理人员与大企业还相差甚远,有待完善;公司企业文化与员工福利有待宣导和完善
此外,自身的管理水平也有待提高,在今后的工作中,我将继续坚持自己一贯的“实事求是,严于律己”的工作态度,不断完善、细化自己工作的同时,努力提高自己的工作能力,学习先进的管理方法,参加有关方面的培训,同时把员工自身素质的全面提高也摆在首要解决的高度,这样才能把公司安排的每项工作做到最好,努力使自己的工作全面提高到一个新水平,为公司增光添彩,做出更多贡献,2015年我们一定会蒸蒸日上
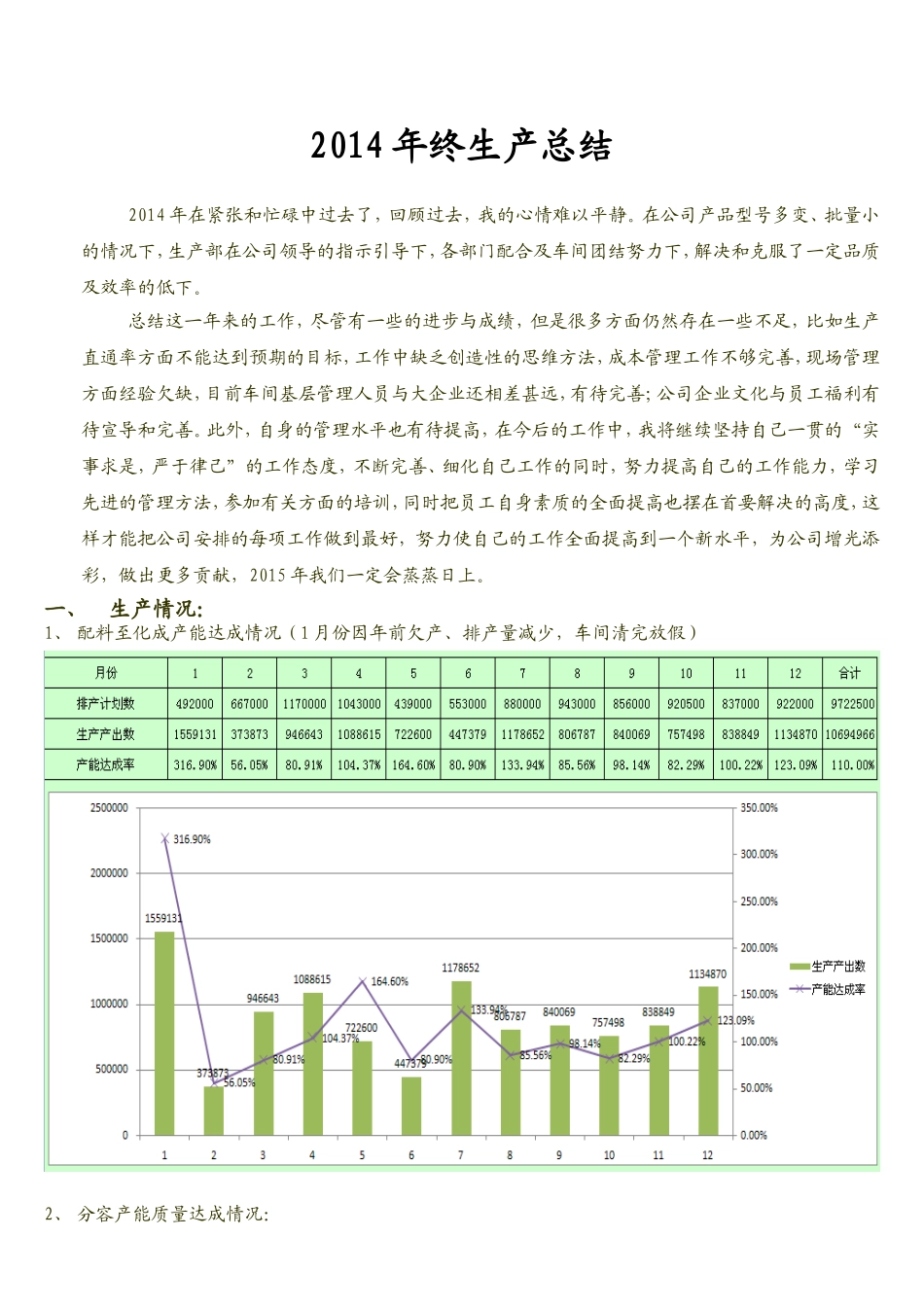
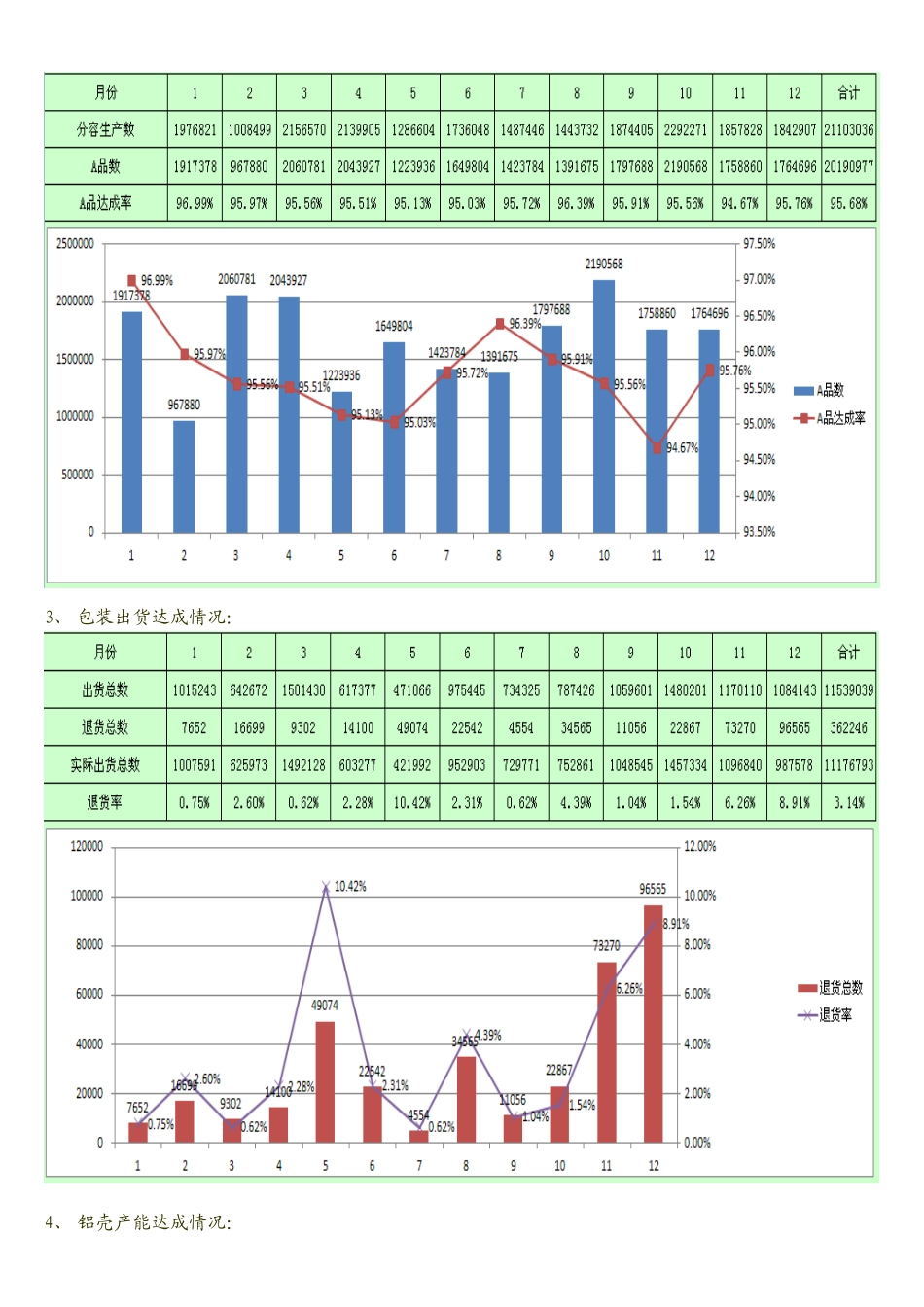
一、生产情况:1、配料至化成产能达成情况(1月份因年前欠产、排产量减少,车间清完放假)2、分容产能质量达成情况:3、包装出货达成情况:4、铝壳产能达成情况:5、铝壳出货达成情况二、重大品质异常分析及改善:1、铝壳:555265AR-9生产此型号时铝壳表面发黄,分析改善为挑出发黄品标识为次品入库,针对打磨型号加强清洗频率,后期停止铝卷打磨
2、涂布制片:①生产485760AR(4
35V)-9-2300NC22批时正极压片后单面尾部拖尾,不良率6
分析改善为已对辊极片拖尾部分用OPP终止胶或高温胶将敷料粘贴,未对辊的极片拖尾的先将敷料清理掉后压片,后期涂布发现此现象必须停机清洗刀口后调整生产,减少后序作业困难
②385160AR(4
35V)-8-1300NI11批负极片尾部掉料,原因为涂布极刀口异常尾部偏厚造成,修正起始