内高压成形技术种类2011-12-1316:11:22|分类:试验机技术|标签:内高压成形|字号大中小订阅1
内高压成形技术种类内高压成形(InternalHighPressureForming)是以管材作坯料,通过管材内部施加高压液体和轴向补料把管材压入到模具型腔使其成形为所需形状的工件
由于使用乳化液(在水中添加少量的防腐剂等组成)作为水传力介质,又称为管材液压成形(TubeHydroforming)或水压成形
按成形零件的种类,内高压成形分为三类:(1)变径管内高压成形;(2)弯曲轴线构件内高压成形;(3)多通管内高压成形
变径管是指管件中间一处或几处的管径或周长大于二端管径
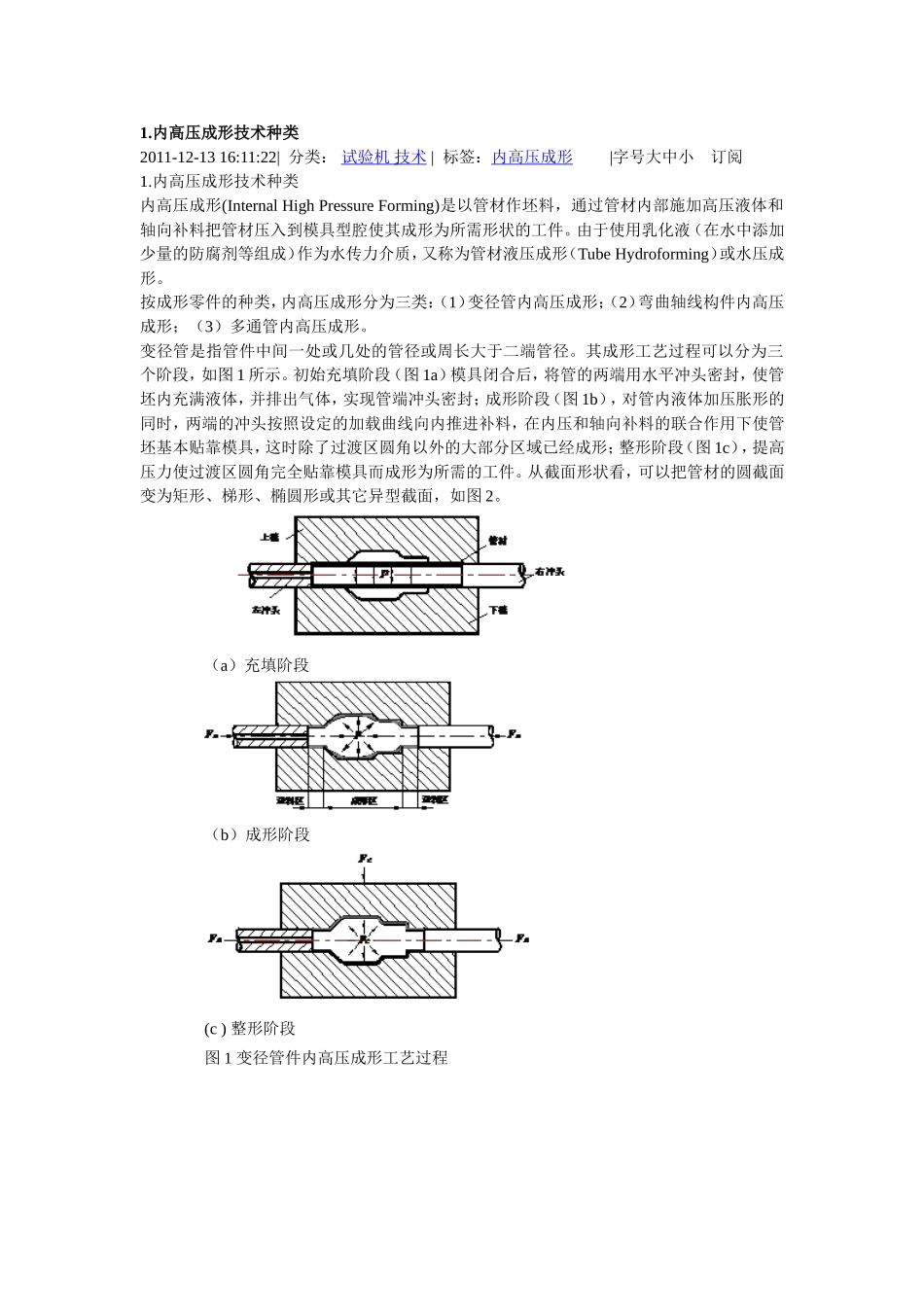
其成形工艺过程可以分为三个阶段,如图1所示
初始充填阶段(图1a)模具闭合后,将管的两端用水平冲头密封,使管坯内充满液体,并排出气体,实现管端冲头密封;成形阶段(图1b),对管内液体加压胀形的同时,两端的冲头按照设定的加载曲线向内推进补料,在内压和轴向补料的联合作用下使管坯基本贴靠模具,这时除了过渡区圆角以外的大部分区域已经成形;整形阶段(图1c),提高压力使过渡区圆角完全贴靠模具而成形为所需的工件
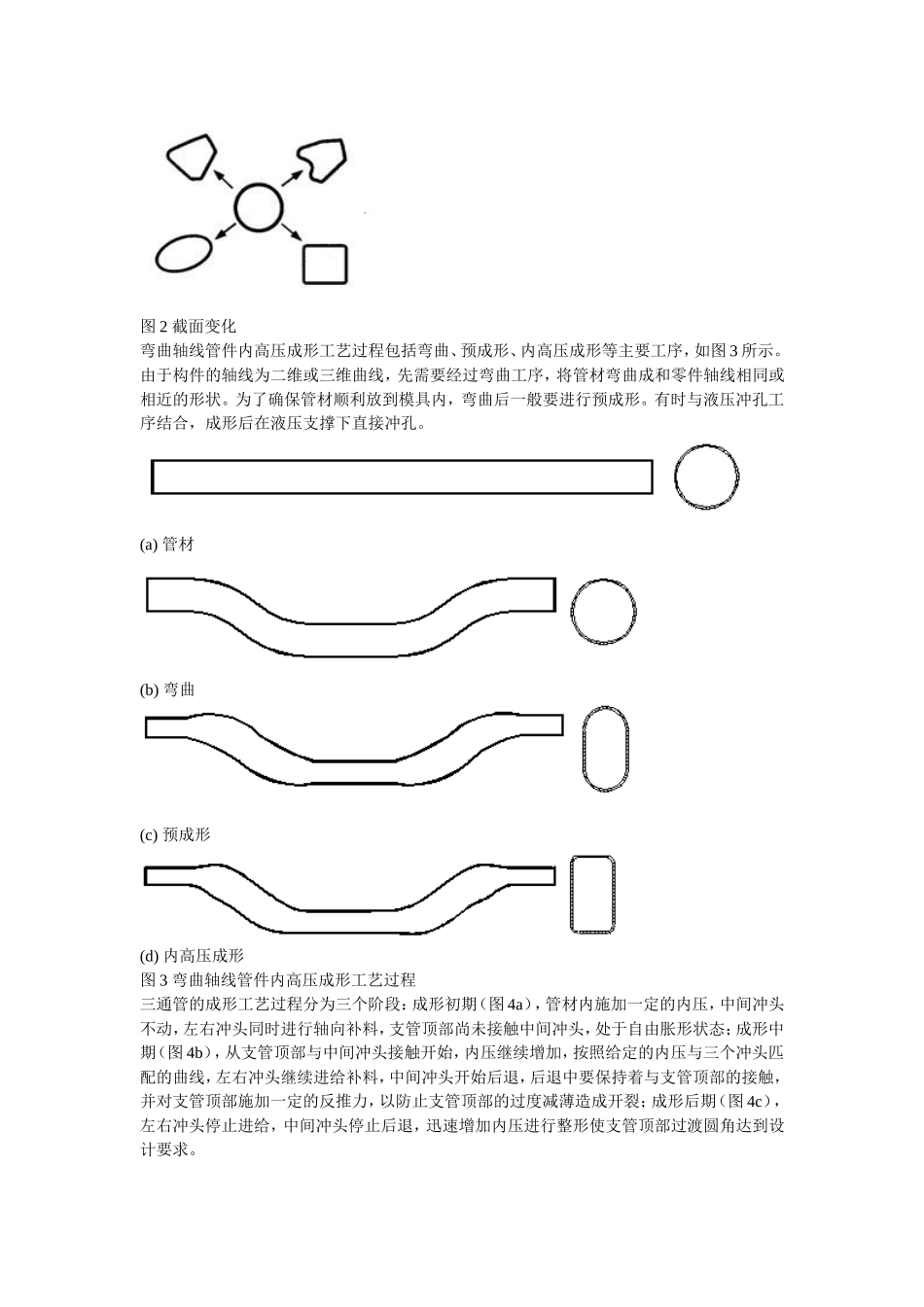
从截面形状看,可以把管材的圆截面变为矩形、梯形、椭圆形或其它异型截面,如图2
(a)充填阶段(b)成形阶段(c)整形阶段图1变径管件内高压成形工艺过程图2截面变化弯曲轴线管件内高压成形工艺过程包括弯曲、预成形、内高压成形等主要工序,如图3所示
由于构件的轴线为二维或三维曲线,先需要经过弯曲工序,将管材弯曲成和零件轴线相同或相近的形状
为了确保管材顺利放到模具内,弯曲后一般要进行预成形
有时与液压冲孔工序结合,成形后在液压支撑下直接冲孔
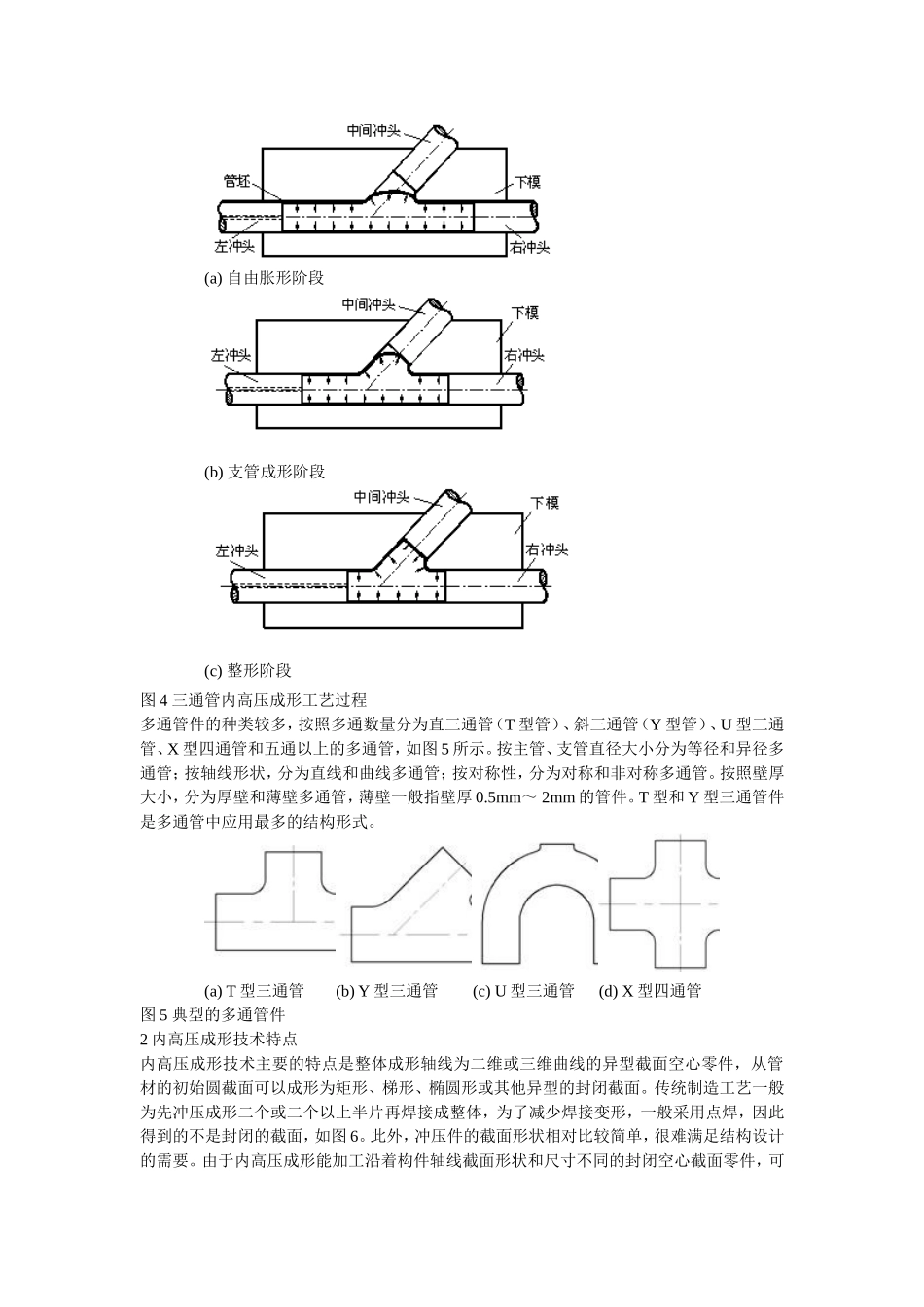
(a)管材(b)弯曲(c)预成形(d)内高压成形图3弯曲轴线管件内高压成形工艺过程三通管的成形工艺过程分为三个阶段:成形初期(图4a),管材内施加一定的内压,中间