新厂装配车间生产流程一
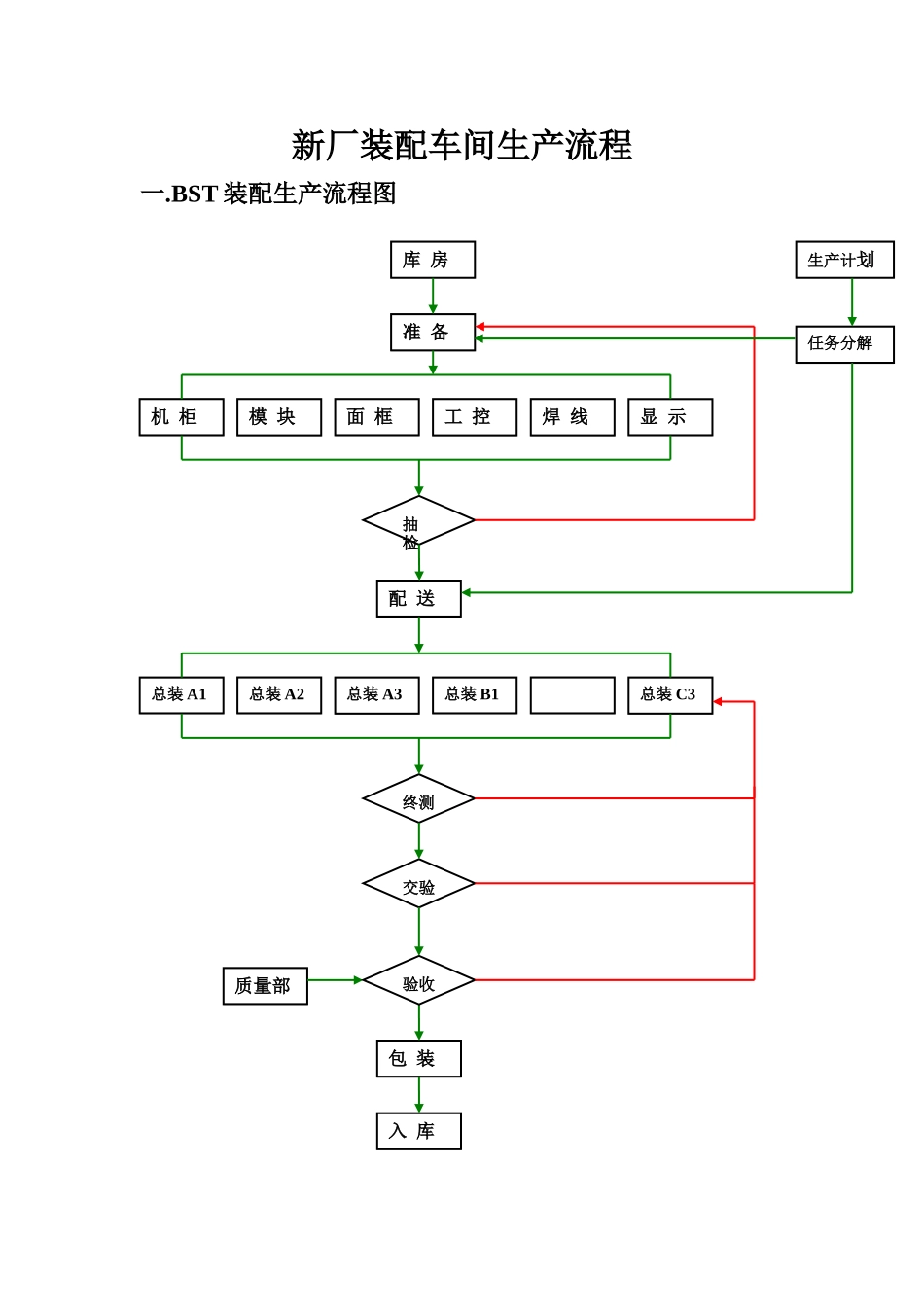
BST装配生产流程图机柜模块面框工控焊线显示库房任务分解生产计划准备配送抽检交验终测总装A3总装C3总装B1总装A2总装A1包装入库质量部验收二
准备组:其职责是,把材料按照机型的分类和一定比例(如100台)组装成部件,再按照订单需求排产,把部件配送到总装调试组
以实现每天厂量60台为例,现下将准备组分为7个工位
由机柜,模块,面框,工控,显示器,做线和配送组成
1机柜工位:由9人组成,负责机柜木底盘,脚轮装配,后门装配,底层海绵装配,电源开关组件装配,拉机柜,包装,抄号等
注:机柜工位不应该分订单装配,因为它相对简单,但是需要体力
如果分订单装配,在管理和机柜堆放方面会造成困难,不利于提高效率
2模块工位:由7人组成
负责整机模块装配
注:2人热敏,2人卡机,1人托盘,2人模块总装
包括开箱,小锁装配
在装配小型机器是可根据情况借调到其他工位人员帮忙
3面框工位:由12人组成负责面框装配
注:3人固定装配面框,3人固定面框准备,4人合面框,2人装前门
在装配小机型机器时,根据情况调动人员
4工控工位:由6人组成,其中一个人为维修组人员负责工控现场维修,及程序母盘制作
5做线工位:由4人组成
负责线缆的改制,焊接,材料的管理
6显示器工位:根据生产情况由3-4人组成
7配送工位:由4人组成
完成准备组的领料,分料,发料,配送及线缆的配套准备工作
人员要求对模块结构熟悉,对排场表比较了解,对整机的线缆有整体认识
2.总装调试组:其职责是,按照订单的要求把装配准备准备好的材料组装成整机,排线,调试,测试,老化,清洁
填好质量送检单交车间质量组做出厂前的终测
终测合格后交由公司质量管理部做抽样测试,合格后交给装配准备组打包
人员以4人一个小组
3个小组为一条线(ABC线)
正常生产时就以此编制进行生产
特殊情况下可以