曳引机现场问题分析曳引机现场问题分析技术中心技术三部1
运行飞车﹑启动瞬时倒溜8
钢丝绳打滑9
表面质量及其他曳引机现场反馈的主要问题曳引机现场反馈的主要问题1
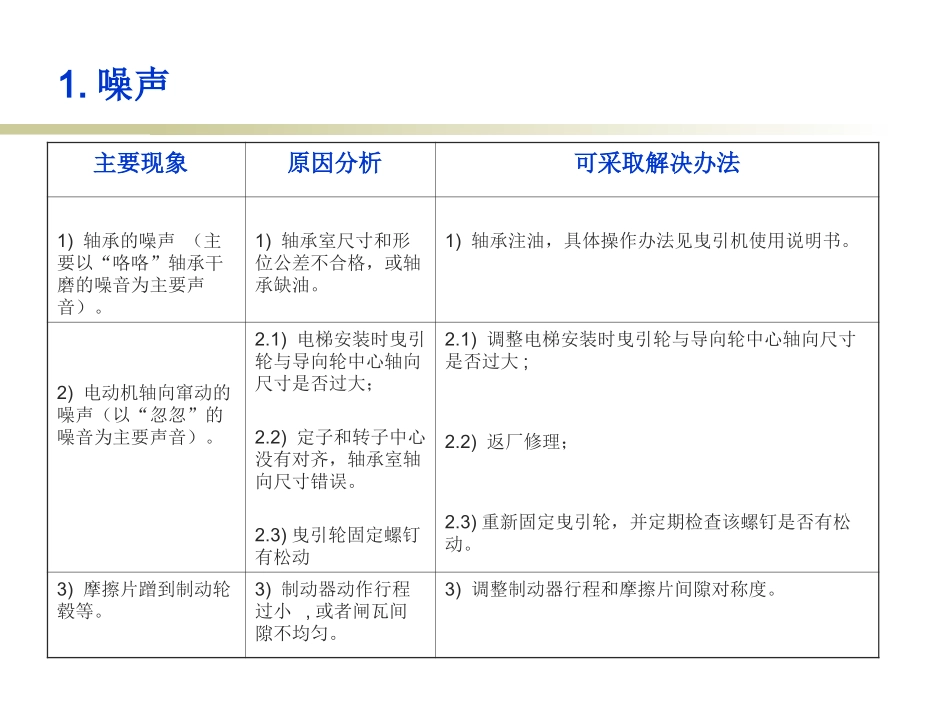
噪声主要现象原因分析可采取解决办法1)轴承的噪声(主要以“咯咯”轴承干磨的噪音为主要声音)
1)轴承室尺寸和形位公差不合格,或轴承缺油
1)轴承注油,具体操作办法见曳引机使用说明书
2)电动机轴向窜动的噪声(以“忽忽”的噪音为主要声音)
1)电梯安装时曳引轮与导向轮中心轴向尺寸是否过大;2
2)定子和转子中心没有对齐,轴承室轴向尺寸错误
3)曳引轮固定螺钉有松动2
1)调整电梯安装时曳引轮与导向轮中心轴向尺寸是否过大;2
2)返厂修理;2
3)重新固定曳引轮,并定期检查该螺钉是否有松动
3)摩擦片蹭到制动轮毂等
3)制动器动作行程过小,或者闸瓦间隙不均匀
3)调整制动器行程和摩擦片间隙对称度
噪声主要现象原因分析可采取解决办法4)金属摩擦噪声
1)有焊渣或其他金属颗粒进入曳引机;4
2)电动机本身的旋转与非旋转部件摩擦,如曳引支架与端盖摩擦
4)返厂修理
5)“”连续的嗡嗡的噪音,且随着电流增加而增加
5)电动机本身的转子偏心气隙不均匀,或漆包线固定不好
5)返厂修理
6)高频率又尖锐的“”吱吱噪声
6)输入变频器的参数不合理,变频器的载波频率过高或过低
6)设置变频器为低噪声运行模式,调整变频器的载波频率(一般调节在8kHz以上),另外也可以尝试调节spdpbasevalue和spdlbasevalue的值,接着再调节PI值
振动主要现象原因分析可采取解决办法1)连续的轻微的振动,以垂直振动为主要振动
1)机架不平整,过于单薄或跨度过大导致的刚度不够,或减振垫安装错误;1
2)摩擦片蹭到制动轮毂;1
3)变频器中设置的电