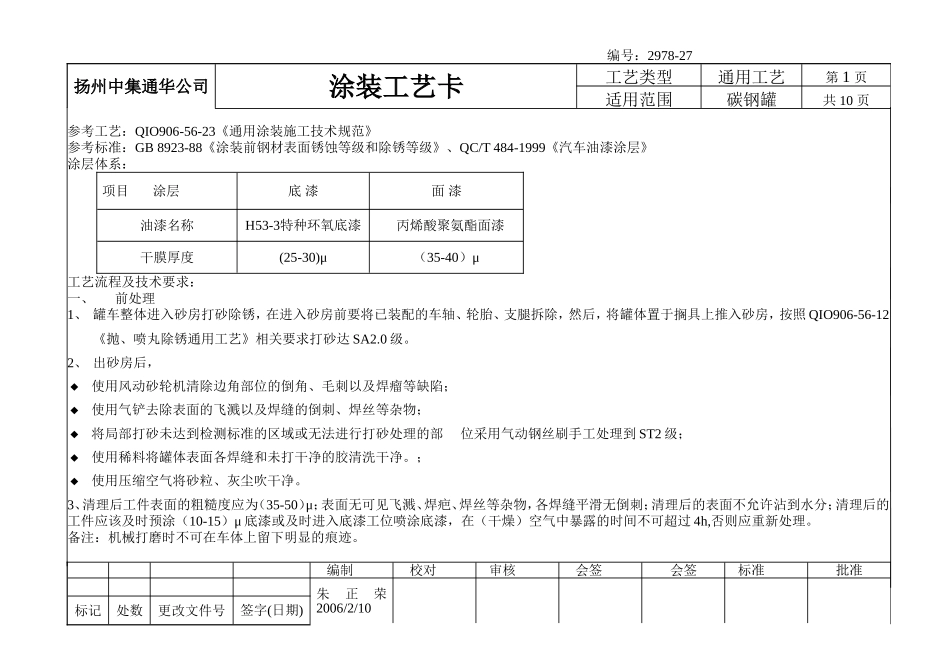
编号:2978-27扬州中集通华公司涂装工艺卡工艺类型通用工艺第1页适用范围碳钢罐共10页参考工艺:QIO906-56-23《通用涂装施工技术规范》参考标准:GB8923-88《涂装前钢材表面锈蚀等级和除锈等级》、QC/T484-1999《汽车油漆涂层》涂层体系:项目涂层底漆面漆油漆名称H53-3特种环氧底漆丙烯酸聚氨酯面漆干膜厚度(25-30)μ(35-40)μ工艺流程及技术要求:一、前处理1、罐车整体进入砂房打砂除锈,在进入砂房前要将已装配的车轴、轮胎、支腿拆除,然后,将罐体置于搁具上推入砂房,按照QIO906-56-12《抛、喷丸除锈通用工艺》相关要求打砂达SA2
2、出砂房后,使用风动砂轮机清除边角部位的倒角、毛刺以及焊瘤等缺陷;使用气铲去除表面的飞溅以及焊缝的倒刺、焊丝等杂物;将局部打砂未达到检测标准的区域或无法进行打砂处理的部位采用气动钢丝刷手工处理到ST2级;使用稀料将罐体表面各焊缝和未打干净的胶清洗干净
;使用压缩空气将砂粒、灰尘吹干净
3、清理后工件表面的粗糙度应为(35-50)μ;表面无可见飞溅、焊疤、焊丝等杂物,各焊缝平滑无倒刺;清理后的表面不允许沾到水分;清理后的工件应该及时预涂(10-15)μ底漆或及时进入底漆工位喷涂底漆,在(干燥)空气中暴露的时间不可超过4h,否则应重新处理
备注:机械打磨时不可在车体上留下明显的痕迹
编制校对审核会签会签标准批准朱正荣2006/2/10标记处数更改文件号签字(日期)编号:2978-27扬州中集通华公司涂装工艺卡工艺类型通用工艺第2页适用范围碳钢罐共10页二、部件或部位预涂1、预涂部位和工件:罐顶的走道板背面及走道板遮盖住的罐体部分
牵引销板和人孔盖
罐体后段的工具箱内壁和罐体前段的空腔内壁
支腿支架与纵梁搭接面
2、施工材料和施工方法:施工材料:H53-3特种环氧底漆+固化剂施工方法:刷