倒角:一般地说,所有的零件的棱边都要倒角,没有倒角的地方都必须特别注明,例如冲裁模具的刃口
倒角的作用主要是为了便于装配和保护装配面以及防止边划伤人
在零件图中一般的倒角不需特别画出倒角,只需注明“锐边去毛刺”或“锐边倒钝”处理
但以下情况倒角在零件图中需要画出倒角图形
1、要和其他零件配合(注意是指表面配合,不是端面配合,端面配合不算,哪怕装配图中没画出和哪个零件配合但实际用途中要和其他零件配合也包括在内——如轴承孔,肯定要用于和轴配合)的轴、孔要倒
反之,只是一个单纯的轴、孔的地方不用画倒角
2、螺纹轴、螺纹孔都要倒
螺纹通孔的两端都要倒
加工螺纹轴之前要先加工好倒角和退刀槽等才能加工螺纹
而攻丝之前要钻孔,钻孔的时候就要倒好角,倒了角才好攻丝
3、平面边不用画倒角
哪怕是要和其他接触配合的平面的边也不用画出倒角
倒圆:一般情况下所有轴肩处都要倒圆
有截面突变的地方一般是圆角防止应力集中
铸件的变截面处要求圆角,主要是为了浇注流通性
另外注意螺纹轴、螺纹孔的倒角、倒圆值与一般的不同,要根据M值来查公式确定
注意:倒角、倒圆(包括螺纹的)值一般按照表给定的值倒,但如果根据表得来的值实际倒出来发现不好看,大小不适宜,则根据情况调整倒的值大小(特殊情况甚至可以不倒)
粗糙度:标注分三种:1、有配合要求的(会标示出来,如
18h9)轴、孔的表面和端面(螺纹轴、螺纹孔不算)
2、与其他零件有接触,但没有标示出配合要求
3、没有与其他零件接触
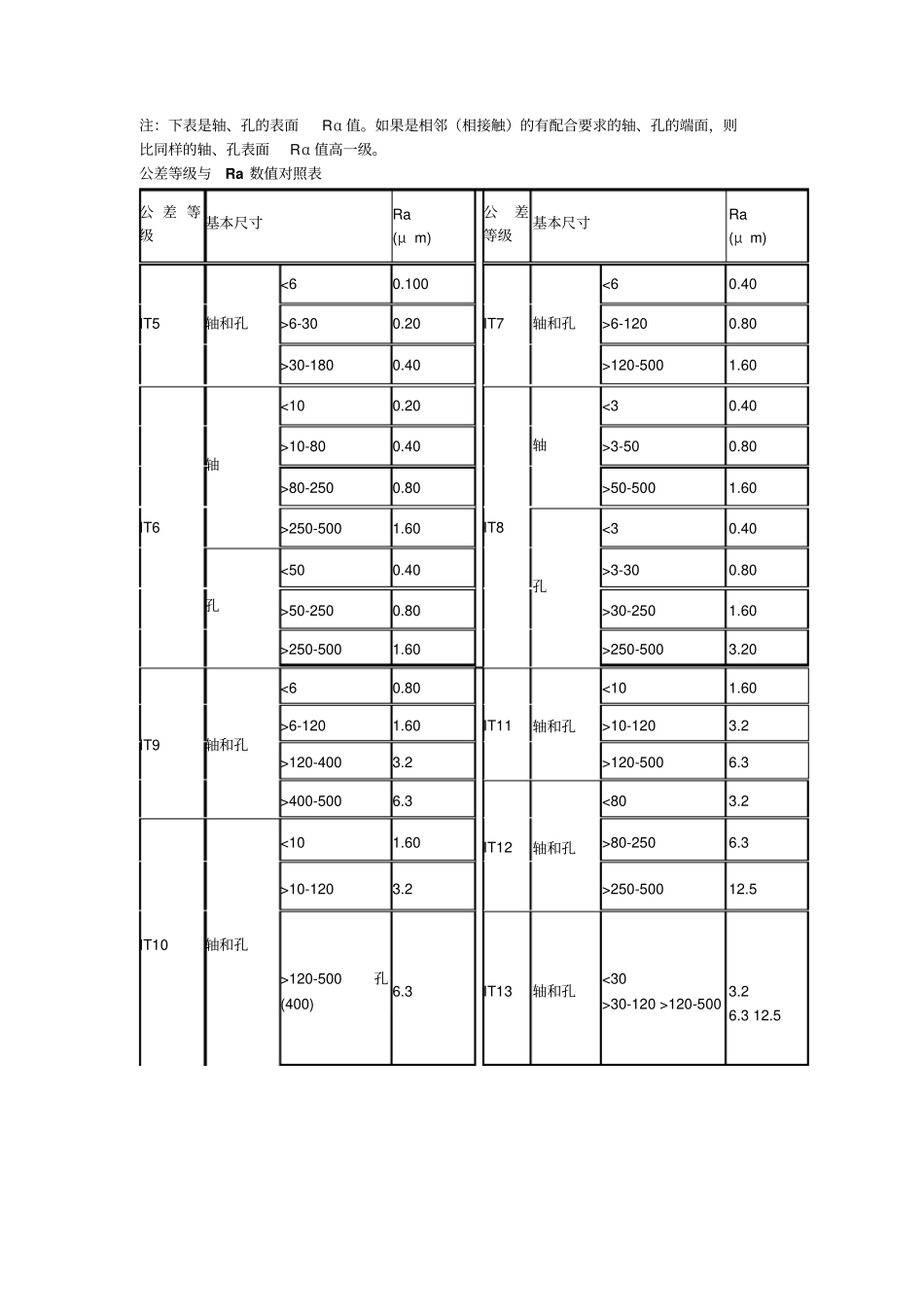
有配合要求的:根据下表查询对应粗糙度值
有接触但没有配合要求的:根据实际情况取合适值
没有接触的:自由面的Rα一般都根据实际情况取较大值
知识点:零件表面粗糙度等级可根据各个表面的工作要求及精度等级来确定,可以参考同类零件的粗糙度要求确定,表面粗糙度等级时可根据下面几点决定:(1)一般情况下,零件的接触表面比非接触表面的粗糙度要求