*********************************工程工程编号:JH-050**7
32焊接技术及方法7
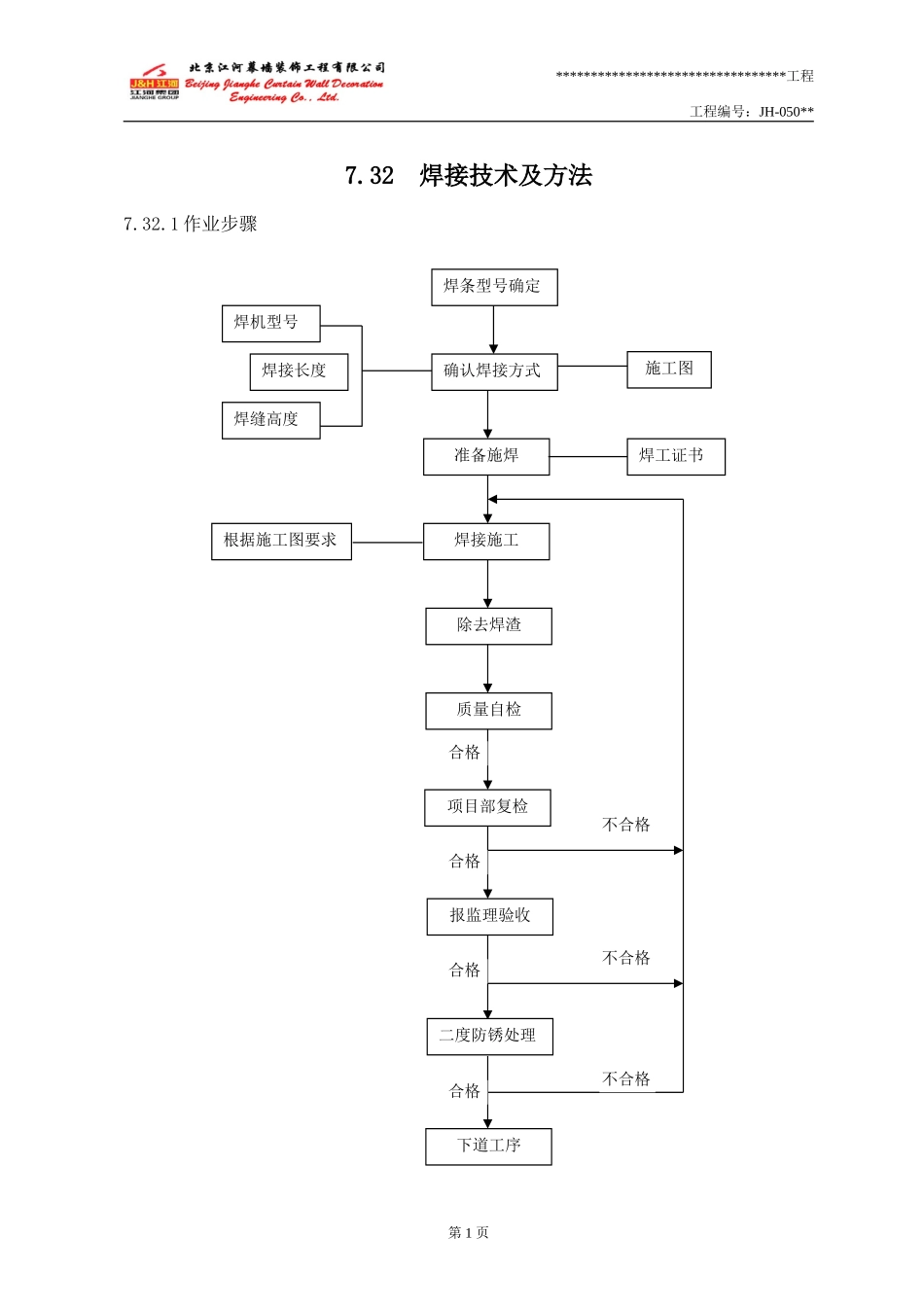
1作业步骤第1页报监理验收焊条型号确定确认焊接方式施工图焊机型号焊接长度焊缝高度准备施焊焊工证书焊接施工根据施工图要求除去焊渣质量自检二度防锈处理下道工序不合格不合格合格合格项目部复检合格不合格合格*********************************工程工程编号:JH-050**7
2对焊条的型号及要求以低碳钢为例:J422(国际E4303)J为结构钢电焊条42为在焊接缝中每平方毫米(㎡)不低于42kg静拉力
2为第二种焊条药皮的种类(钛钙型)它是用于全方位手工电弧焊,是低碳结构材料和不重要的中碳钢材料的焊接焊条
在使用前需要对焊条进行检查
1是否有药皮脱落现象,如有药皮脱落现象在焊接中会使溶池得不到充分的保护,焊缝的质量得不到保障
2焊条的表面是否出现裂纹,裂纹是焊条在保管过程中没能妥善保管,通风不好,受潮所致
焊条受潮后,焊条的芯很容易生锈,焊条芯生锈导致药皮裂纹,焊条应在通风良好的室内、离地面200mm以上保管
3焊条药皮的偏芯:出现焊条药皮偏芯,会导致焊缝偏位,溶池偏离焊缝,达不到技术要求,为了确保焊缝的质量,最好不用
4焊条头生锈:焊条头生锈就会导致焊条内部生锈,不能用于焊接
5在施焊前把所需要使用的焊条放入烘干箱内,在200℃的恒温下烘干2小时,中碳钢焊条的烘干时间为2~3小时,取出后自然冷却,这样就能保证焊条在施焊过程中的质量要求
3焊接缺陷与预防7
1气孔:气孔在焊接缺陷中常见危害很大,尤其对压力容器危害最为明显,如果表面出现了气孔,焊口的内部很可能也存在
它的形成是由于焊条在施焊前没有充分烘干,药皮内部水份过大,施焊时大风