1实验一无心磨床的调整与尺寸分布曲线的测定一.实验类型:二.实验要求1.学生实验前要详细预习实验指导书;2.按要求完成实验,做到细心,数据准确;3.实验后三天交实验报告
三.考核方式四.每组人数:五.实验目的1.通过如何正确调整机床,从而使被加工件符合公差要求,避免减少加工中产生废品
2.通过对加工一批零件的测量,研究工件尺寸的分布
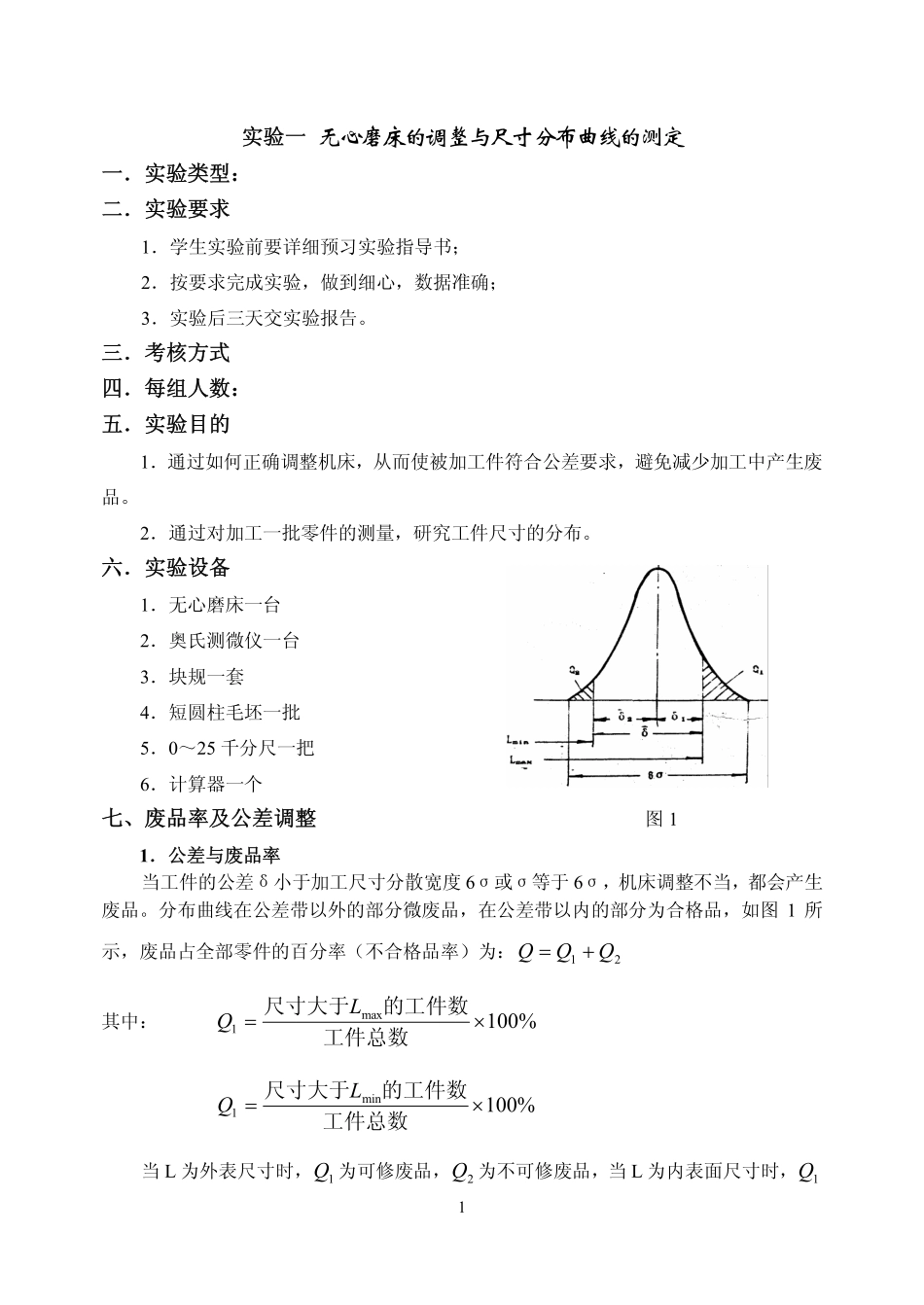
六.实验设备1.无心磨床一台2.奥氏测微仪一台3.块规一套4.短圆柱毛坯一批5.0~25千分尺一把6.计算器一个七、废品率及公差调整图11.公差与废品率当工件的公差δ小于加工尺寸分散宽度6σ或σ等于6σ,机床调整不当,都会产生废品
分布曲线在公差带以外的部分微废品,在公差带以内的部分为合格品,如图1所示,废品占全部零件的百分率(不合格品率)为:21QQQ+=其中:%100max1×=工件总数的工件数尺寸大于LQ%100min1×=工件总数的工件数尺寸大于LQ当L为外表尺寸时,1Q为可修废品,2Q为不可修废品,当L为内表面尺寸时,1Q2为不可修废品,2Q为可修废品
当不变的系统误差增大时,曲线向右移,1Q↑,2Q↓,适用于外表面加工;不变的系统误差减小时,曲线向左移,则1Q↓2Q↑,适用于内表面加工
02=Q01=Q图2Q与P之间面积,可用计算法、测量法来确定,如果是正态分布曲线,可用下式计算:dzeZPZZ∫−=Φ=02221)(π)(5
0ZQΦ−=式中Z=σXZ与Φ(Z)之值见下表Z)(ΦZZ)(ΦZZ)(ΦZZ)(ΦZ00