55B/C电缆施工工艺的优化--制造部电装科工艺优化QC小组一小组概况课题名称55B/C电缆施工工艺的优化小组类型现场型组长龚江华小组成员9人开展时间2003
11~今序号姓名职务小组分工组内职能1龚江华副科长组长活动的指导、监督2王晓东主事副组长协助监督、活动的组织实施3李志军科员组员活动的组织实施、工时分析4朱宇晓组长组员方案具体实施5高力鸣组长组员方案具体实施6单军组长组员方案具体实施7陈杰组长组员方案具体实施8沈俊组长组员方案具体实施9达雪峰组长组员方案具体实施二选题理由三现状调查调查1:电装工时分布减少造船工时,降低造船成本
部门目标科内目标分解目标电缆敷设有序进行,减少整理时间提高电缆绑扎一次成型率电缆先行敷设的扩大化公司要求55B/C建造工时以5%递减
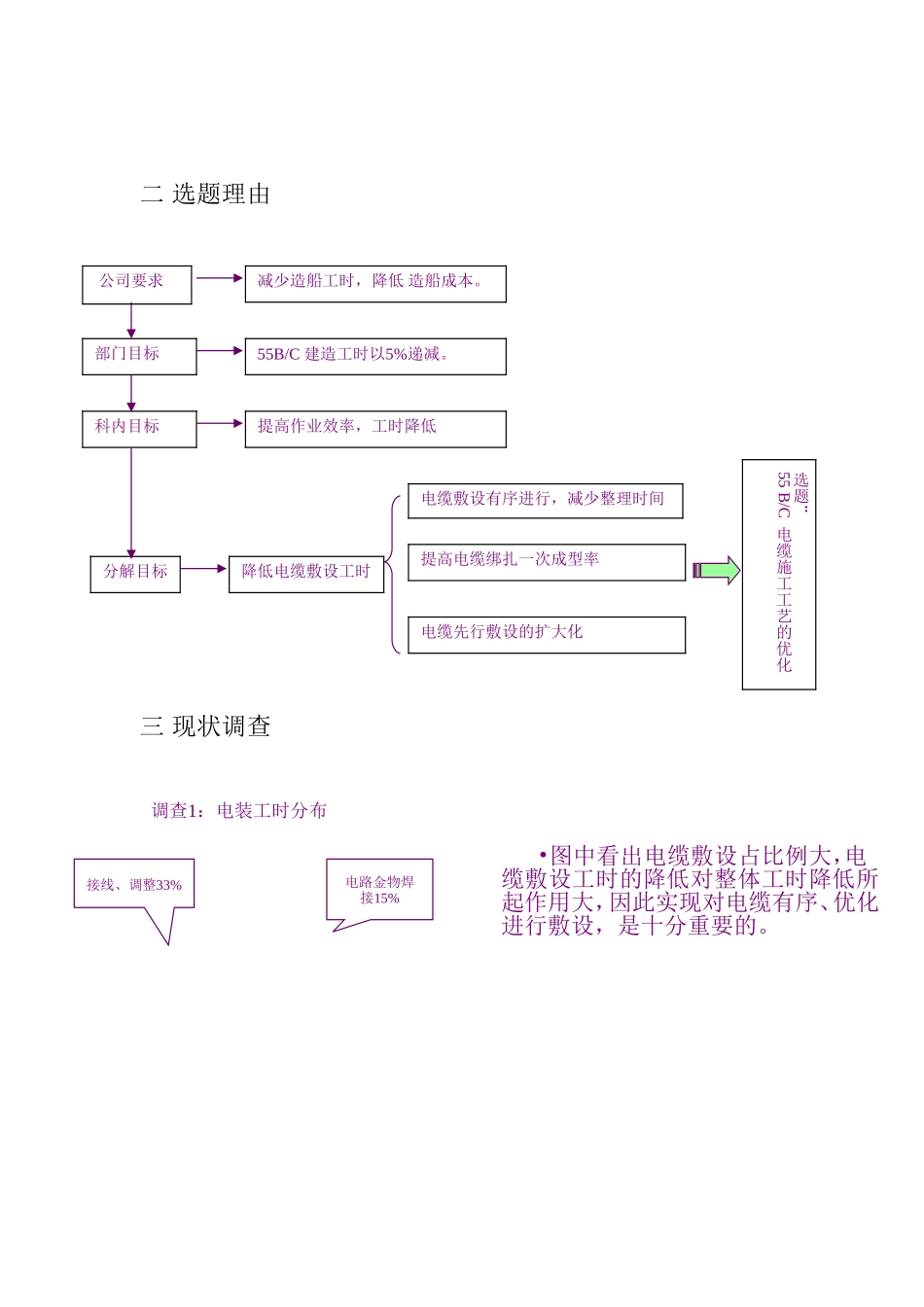
降低电缆敷设工时提高作业效率,工时降低选题:55B/C电缆施工工艺的优化•图中看出电缆敷设占比例大,电缆敷设工时的降低对整体工时降低所起作用大,因此实现对电缆有序、优化进行敷设,是十分重要的
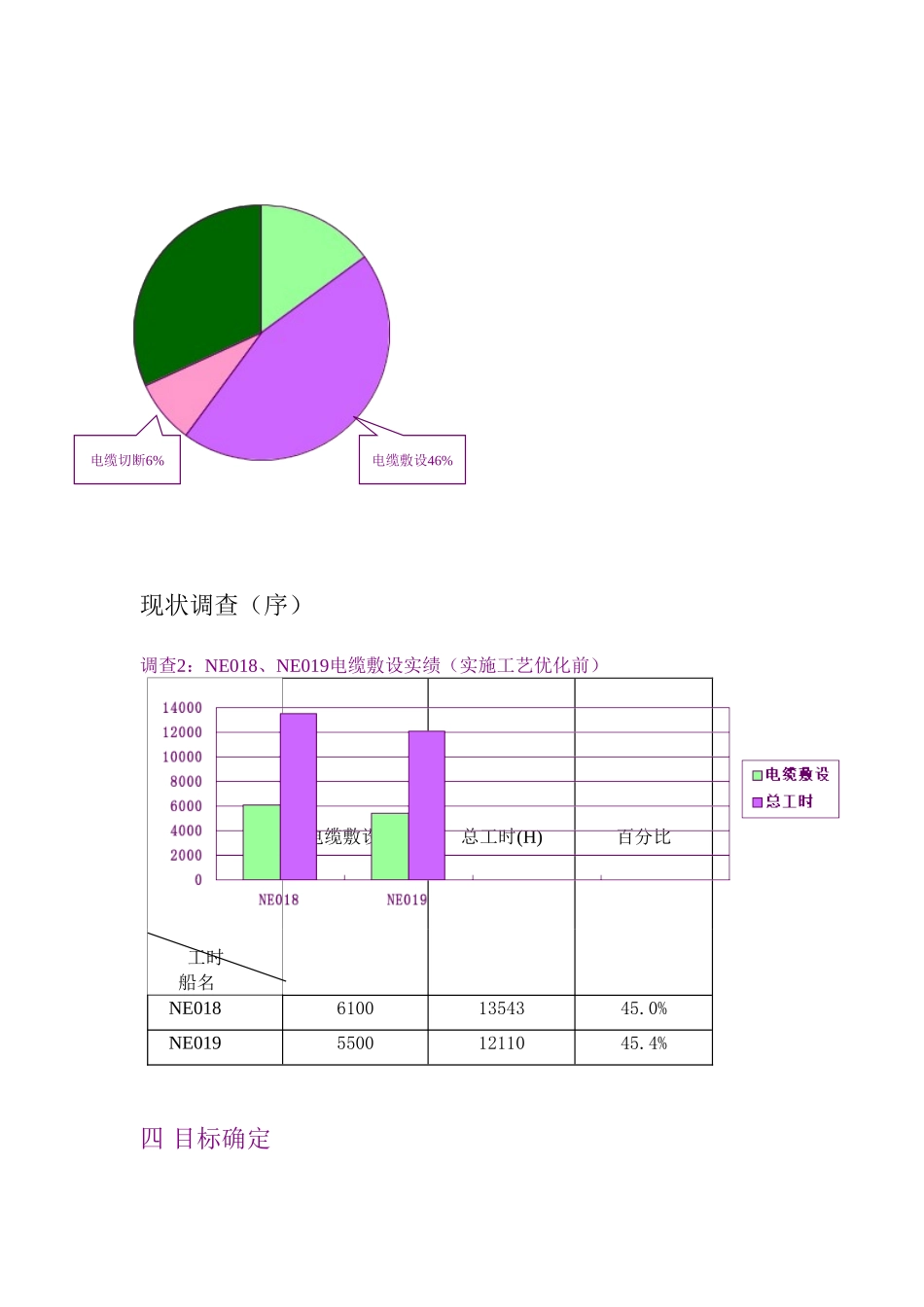
电路金物焊接15%接线、调整33%现状调查(序)调查2:NE018、NE019电缆敷设实绩(实施工艺优化前)工时电缆敷设(H)总工时(H)百分比船名NE01861001354345
0%NE01955001211045
4%四目标确定电缆敷设46%电缆切断6%经过对以往船舶相关数据整理、统计及分析
我们确定了本次QC活动的目标:目标可行性分析:技术方面:现场作业者(组长)事先对电缆托盘清单中的电缆进行整理、优化
制成电缆滚筒优化表
电缆切断工场根据优化表将电缆卷上滚筒
滚筒优化表为活动实施提供了条件
人员方面:小组成员及现场作业者通过以往55B/C的建造,具有相当的熟悉程度,积累了丰富的作业经验
管理方面:小组成员具有较强的管理实际经验
五原因分析1)电缆敷设所占由原来的:46%43%2)电缆敷设工时由原来的:5500H降